
鋁材擠壓過程中,擠壓模具設計壁厚尺寸和實際鋁擠壓型材尺寸差異的原因主要體現在如下兩個方面:
鋁型材制品出模孔后的冷卻收縮,其線收縮量與制品的尺寸和合金性能以及擠壓型材溫度有關,收縮量基本上保持不變。
鋁材生產時,很高的靜水壓力使模具的‘U’和‘L’鋁合金型材的懸臂位置產生彈性變形,該變化量可通過撓曲的計算得出,該變化量與施加的外力、模具彈性模量和受力面積有關,撓度公式為W=FL/8EI,藉由公式計出模孔尺寸變化量,再通過金屬收縮率求得型材尺寸。在擠壓溫度高、變形抗力大的合金擠壓時,模具甚至產生塑性變形,使模孔尺寸變小或變大,從而造成制品壁厚尺寸超差,這種現象俗稱“縮水”或“脹水”,形成原因如下圖所示:
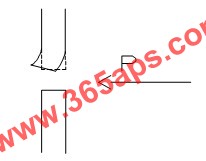
圖1 縮水
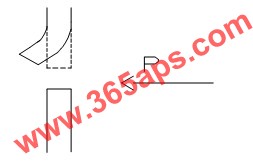
圖1b 脹水
在擠壓模具設計中需要尤其注意這一變形,實際上這個影響不僅僅是壁厚尺寸,對于鋁型材成型也會產生很大的影響,如圖2a所示,懸臂下沉工作帶錯位,造成槽內工作帶變短,生產出來的鋁型材地面嚴重凸起,變化如圖2b。

圖2a 大懸臂鋁型材

圖2b 變形圖
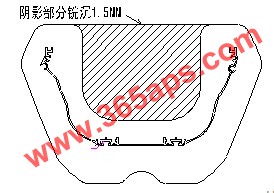
圖2c 上下模1.5mm
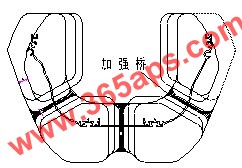
圖2d 加強橋的設置
解決問題的關鍵點在于:對于’U’和‘L’型材位置,擠壓模具設計時注意懸臂變形選擇合理的厚度尺寸,生產時盡量使用專用擠壓墊,導流板與下模都可以做懸空1.5mm處理(圖2c),在不影響鋁型材表面(不限焊合線)的條件下也可以做加強橋(圖2d)防止懸臂下沉。


