
分流孔設計不當造成的鋁型材表面暗影我們可以通過對擠壓分流模設計方法進行改良來避免(PKC7003示例):
a、調整分流孔大小和芯頭空刀尺寸以及模橋的位置;b、調整工作帶過渡;見原設計圖A、C;調整后設計圖B、D。
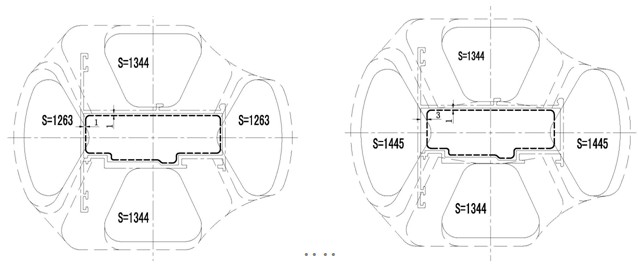
圖A 圖B
圖C 圖D改進后的分流模具設計圖
從圖中可以看出分流模上模改進后左、右分流孔增大,模橋位沒有放在分流和平模交接處,左右芯頭空刀位加大,芯頭尖角位上提工作帶0.5mm左右,鋁型材擠壓模具的出料面配打工作帶,減少摩擦力,讓型材的尖點、轉角處供料增加,保證供料均衡和組織的充分,有效避免暗影的產生;
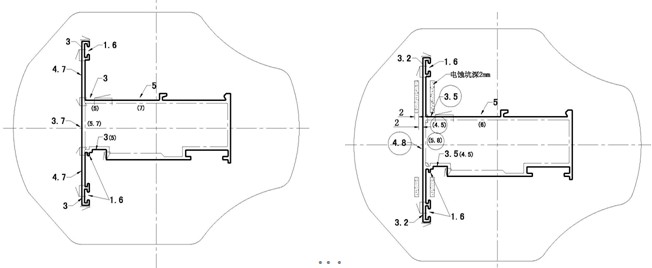
擠壓分流模下模改變了工作帶的分布,“T”字位工作帶無過渡,工作帶落差減少,取值平緩圓滑,為減少平模部分的流速,在平模部分電蝕2mm深的坑,使交接處的流速更加均勻一致,型材表面處理后的暗影大為減輕;其次,如“T”字位平模部分需要過渡,應離分流部一定距離過渡,小模芯取1~1.5mm,大模芯取2~3mm比較合適,而工作帶值同壁厚盡量控制在2mm落差之內,另還需注意遇到模芯偏小時,上模工作帶上下頸位應高出下模工作帶1.5mm,以減少上模受擠壓產生的彈性變形造成上下模工作帶錯位影響。
用于加工工作帶高低點的電極,加工后要清除毛刺,尖角位,讓其不少于R3的圓弧過渡,避免加工后尖角的產生;


