
鋁型材 “假組合模”指的是在R>10以上的狀況,實際就是用平面實心模無法進行模具設計的危險斷面型材。鋁型材斷面如下圖:
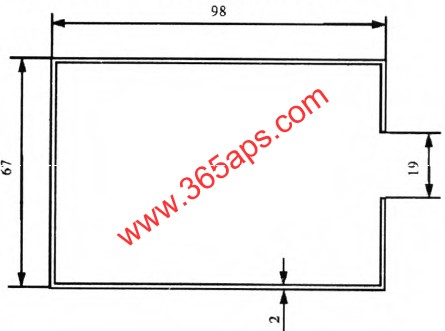
此危險斷面鋁型材斷面積是590mmZ ,“舌比”R=16.4,由于其R值太大,只能用“假組合模”的設計方法。所謂“假組合模”,就是按平面組合模的設計,使擠出產品為實心型材的模具設計方案。其一切的計算過程均同于組合模的設計。 首先,經過公式計算風流組合模的上模厚度。見公式:

H—組合模上模的厚度mm
L—模具固定梁兩危險斷面之間的長度mm
P—比壓MPao
[B許」—材料的需用彎曲應力MPa
其次,確定擠壓比、分流比、分流孔型狀、抗剪切強度校核、確定橋寬、模孔位置、模孔尺寸、工作帶及空刀形式等。
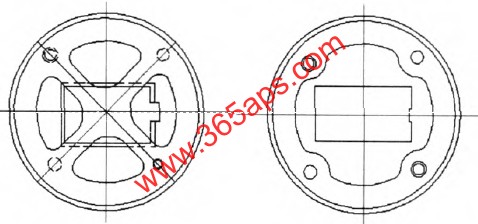
模具上、下模設計示意圖如下:
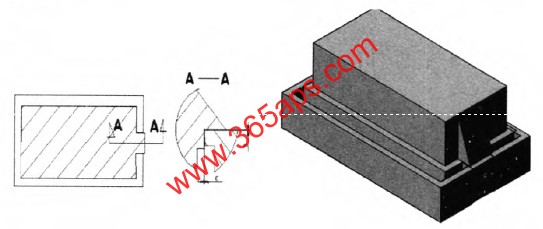
上、下模加工后的三維示意簡圖如下

上、下模孔懸臂處的結構及三維效果簡圖示意如下:
鋁型材“假組合模”的模具技術說明:
A,“假組合模”的設計,無論是機械性能、強度校核、模孔尺寸、工作帶確定等均按正常組合模設計計算進行。
B、根據彈性變形量計算,確定B, C位置的間隙,一般應小于0. Smm.
C、上、下模孔懸臂工作帶接觸處易產生線條凸起,模具在組合后,用銼刀或細砂紙進行倒圓。
D、上模的機加工、下模線切割時,型材開口處要留有修研余量。一般為0. 2一0. 5之間。
E、在確定工作帶及擠壓模具修模時,要特別防止鋁型材擠壓后的擴、并口問題。
此危險斷面鋁型材斷面積是590mmZ ,“舌比”R=16.4,由于其R值太大,只能用“假組合模”的設計方法。所謂“假組合模”,就是按平面組合模的設計,使擠出產品為實心型材的模具設計方案。其一切的計算過程均同于組合模的設計。 首先,經過公式計算風流組合模的上模厚度。見公式:
H—組合模上模的厚度mm
L—模具固定梁兩危險斷面之間的長度mm
P—比壓MPao
[B許」—材料的需用彎曲應力MPa
其次,確定擠壓比、分流比、分流孔型狀、抗剪切強度校核、確定橋寬、模孔位置、模孔尺寸、工作帶及空刀形式等。
模具上、下模設計示意圖如下:
上、下模加工后的三維示意簡圖如下
上、下模孔懸臂處的結構及三維效果簡圖示意如下:
鋁型材“假組合模”的模具技術說明:
A,“假組合模”的設計,無論是機械性能、強度校核、模孔尺寸、工作帶確定等均按正常組合模設計計算進行。
B、根據彈性變形量計算,確定B, C位置的間隙,一般應小于0. Smm.
C、上、下模孔懸臂工作帶接觸處易產生線條凸起,模具在組合后,用銼刀或細砂紙進行倒圓。
D、上模的機加工、下模線切割時,型材開口處要留有修研余量。一般為0. 2一0. 5之間。
E、在確定工作帶及擠壓模具修模時,要特別防止鋁型材擠壓后的擴、并口問題。


