
•擠壓模具模孔尺寸縮小比尺寸擴大困難得多,主要方法有打擊法、補焊法、鍍鉻法等。
•A、打擊法
•通過用打模錘敲擊需要縮孔處的工作端面,將工作帶打出一定的“堆凸”狀,然后再把凸出的工作帶表面銼平,達到所要求的模孔尺寸。
•錘頭的打擊方向必須與工作帶平行。打擊位置距離模孔3~5mm處,太近易將工作帶打塌,太遠起不到縮孔作用。
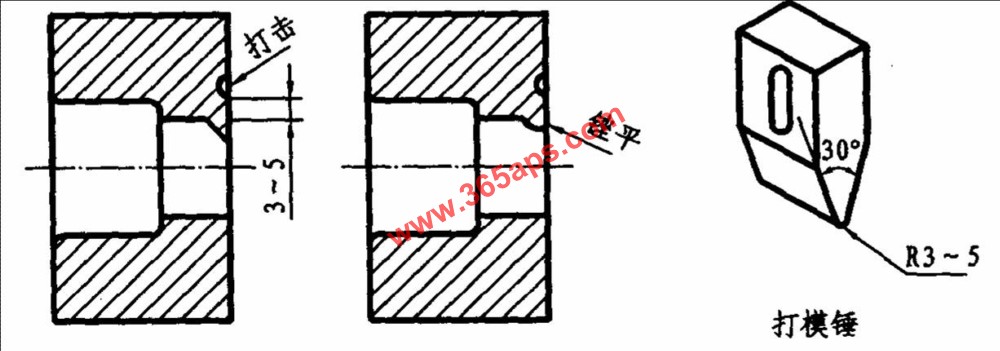
•打擊時,位置最好選擇在模孔流速較慢的一側。銼平后,既縮小了模孔尺寸,又因工作帶長度縮短而加快金屬流速。打擊時應將模具加熱到300~400ºC,便于打擊操作,避免打裂。
B、補焊法
用電焊在需要縮孔處的擠壓模具工作帶上焊上一層與模具材料相當的金屬,然后將其銼平到所需要的尺寸。焊前應將鋁型村模具加熱到400~480ºC,焊后要進行去應力處理。適合鋁型材壁厚尺寸較大的擠壓模具修理。
C、鍍鉻法
將擠壓模具模孔需要縮孔處打磨光滑,將不需要縮孔的地方保護起來,然后放到鍍鉻槽中鍍上一層適當厚度的鉻層,達到縮孔的目的。鍍鉻層硬度高,表面光滑,厚度可達到1mm左右。適合于用銼刀難以修正的擠壓模具修理。


