
分流組合模是在橋式舌型模的基礎上發展起來的,實質是橋式舌型模的一個變種,即把突橋改為平面橋,所以又稱為平刀式舌型模。分流組合模是工廠用得最廣的一種,特別是生產建筑型材,商業柜臺型材和其它一些復雜型材時尤為突出。
工作原理:
擠壓時,錠坯在強大擠壓力作用下,被模子的刀(橋部分)分成幾股金屬流入模子焊合室,在高溫高壓高真空的條件下使金屬重新焊合并從模孔與針形成的間隙中流出而形成所需要形狀和尺寸的空心制品,制品的焊縫數與金屬流的股數相同。所以分流模只適應于高溫焊合性能好的金屬,如鉛、鎂、鋅、鋁及其合金。(硬鋁不適用)
一、分流組合模的結構特點與分類
分流組合模是擠壓機上生產各種管材和空心型材的主要模具形式,其特點是將針(模芯)放在模孔中,與模孔組合成一個整體,針在模子中猶如舌頭一樣,如圖4—3—20所示為橋式舌型模,由支承(柱)1;模橋(分流器)2;組合針(舌頭)3;模子內套4;模子外套5組成。為保證模子強度,在實際生產中還需配做一個模子墊,以支持模子不被退出模子套外。
按橋的結構不同,分流組合模主要可以分為如圖4—3—21所示的各種類型。
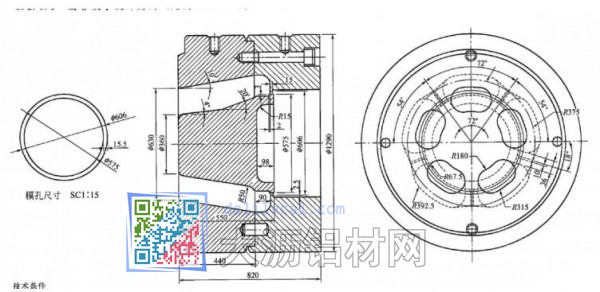
圖4—3—20橋式舌型模結構圖
(a)——正視圖;(b)——側視圖 1——支承柱;2——模橋(分流器);3——組合針(舌頭);
4——模子內套;5——模子外套;6——焊合室
圖4—3—21分流組合模的結構形式示意圖
(a)——橋式;(b)——叉架式;(c)——平面式
帶突出橋的模子(橋式舌型模)如圖4—3—21(a)所示,加工比較簡單,所需擠壓力較小,鋁型材各部分的金屬流動速度較均勻,可以采用較高的擠壓速度,主要用來擠壓硬鋁合金異形空心型材。用這種形式的模子可擠壓一根型材,也可以同時擠壓幾根鋁型材。帶突出橋的模子,其主要缺點是擠壓殘料較長,模橋和支承柱的強度不如其他結構的模子,需要仔細調整工具部件與擠壓筒的中心。
帶叉架式的模子(圖4—3—21(b)),可以分開加工,損壞時只需更換損壞的部分。可同時加工多根型材。但裝卸比較困難,因此限制了它的使用范圍。
平面分流組合模(圖4—3—21(C))是在橋式舌型模基礎上發展起來的,實質是橋式舌模的一個變種,即把突橋改成為平面橋,所以又稱為平刀式舌型模。平面分流組合模在近年來獲得了迅速的發展,并廣泛地用于在不帶獨立穿孔系統的擠壓機上生產各種規格和形狀的管材和空心型材,特別是6063合金民用建筑型材及純鋁和軟鋁合金型材和管材。
平面分流組合模的主要優點是:
①可以擠壓雙孔或多孔的內腔十分復雜的空心型材或和管材,也可以同時生產多根空心制品,所以生產效率高,這一點是橋式舌型模很難實現甚至無法實現的;
②可以擠壓懸臂梁很大,用平面模很難生產的半空心型材;
③可拆換,易加工,成本較低;
④易于分離殘料,操作簡單,輔助時間短,可在普通的型棒擠壓機上用普通的工具完成擠壓周期,同時殘料短,成品率高;
⑤可實現連續擠壓,根據需要截取任意長度的制品;
⑥可以改變分流孔的數目、大小和形狀,使斷面形狀比較復雜、壁厚差較大,難以用工作帶、阻礙角等調節流速的空心型材很好成形;
⑦可以用帶錐度的分流孔,實現小擠壓機上擠壓外形較大的空心制品,而且能保證有足夠的變形量。
但是,平面分流組合模也有一定的缺點:
①焊縫較多,可能會影響制品的組織和力學性能;
②要求模子的加工精度較高,特別是對于多孔空心型材,上下模要求嚴格對中;
③與平面模和橋式舌型模相比,變形阻力較大,所以擠壓力一般比平面模高30%~40%,比橋式舌型模高15%~20%。因此,目前只限于生產一些純鋁、鋁錳系、鋁一鎂一硅系等軟鋁合金。為了用平面分流組合模擠壓強度較高的鋁合金,可在陽模上加一個保護模,以減少模橋的承壓力;
④殘料分離不干凈,有時會影響產品質量,而且不便于修模。
總的來說,平面分流組合模的應用范圍,要比舌型模廣得多。舌型模主要用來生產內部組織和性能要求較高的軍工產品和擠壓力較高的硬鋁合金產品。由于平面分流模和舌型模的工作原理相同,結構基本相似,所以下面主要討論平面分流組合模的設計技術。
二、平面分流組合模的結構設計
平面分流組合模一般是由陽模(上模)、陰模(下模)、定位銷、聯結螺釘四部分組成,如圖4—3—22所示。上下模組裝后裝入模支承中。為了保證模具的強度,減少或消除模子變形,有時還要配備專用的模墊和環。
在上模上有分流孔、分流橋和模芯。分流孔是金屬通往型孔的通道,分流橋是支承模芯(針)的支架,而模芯(針)用來形成型材內腔的形狀和尺寸。
在下模上有焊合室、模孔型腔、工作帶和空刀。焊合室是把分流孔流出來的金屬匯集在一起重新焊合起來形成以模芯為中心的整體坯料,由于金屬不斷聚集,靜壓力不斷增大,直至擠出模孔。模孔型腔的工作帶部分確定型材的外部尺寸和形狀以及調節金屬的流速,而空刀部分是為了減少摩擦,使制品能順利通過,免遭劃傷,以保證產品表面品質。
定位銷用來進行上下模的裝配定位,而聯結螺釘是把上下模牢固地聯結在一起,使平面分流組合模形成一個整體,便于操作,并可增大強度。
此外,按分流橋的結構不同,平面分流組合模又可分為固定式和可拆式的兩種。帶可拆式分流橋的模具又稱之為叉架式分流模,用這種形式的模子,可同時擠壓多根空心制品,如圖4—3—21b所示。
圖4—3—22平面分流模的結構示意圖
1——上模;2——下模;3——定位銷;4——聯結螺釘
三、平面組合模的結構要素設計
(1)分流比K的選擇。分流比K的大小直接影響到擠壓阻力的大小,制品成型和焊合品質。K值越大,越有利于金屬流動與焊合,也可減少擠壓力。因此,在模具強度允許的范圍內,應盡可能選取較大的K值。在一般情況下,對于生產空心型材時,取K=10~30,對于管材,取K=5~l5。
圖4-3-23分流孔的數目、大小、形狀與分布方案舉例
1孔、2孔……表示模孔數;1分、2分……表示分流孔數;l芯、2芯……表示模芯數
分流孔在模子平面上的合理布置,對于平衡金屬流速、減少擠壓力、促進金屬的流動與焊合,提高模具壽命等都有一定影響。對于對稱性較好的空心制品,各分流孔的中心圓直徑應大于或等于0.7D筒。對非對稱空心型材或異型管材,應盡量保證各部分的分流比基本相等,或型材斷面積稍大部分的K分值略低于其他部分的K分值。此外,分流孔的布置應盡量與制品保持幾何相似性。為了保證模具強度和產品品質,分流孔不能布置得過于靠近擠壓筒或模具邊緣,但為了保證金屬的合理流動及模具壽命,分流孔也不宜布置得過于靠近擠壓筒中心。
(3)分流橋。按結構可分為固定式分流橋和可拆式(叉架式)分流橋兩種。分流橋寬度B一般取為:
B=b+(3~20)mm (4—3—8)
式中b——模芯寬度,(3~20)mm為經驗系數,制品外形及內腔尺寸大的取下限,反之取上限。
分流橋截面形狀主要有矩形的、矩形倒角的和水滴形的三種(見圖4—3—24),后兩種廣為采用。分流橋斜度(焊合角)一般取45°對難擠壓的型材取θ=30°,橋底圓角尺=2~5 mm。
圖4-3-24分流橋截面形狀示意圖
(a)——矩形;(b)——矩形倒角;(c)——水滴形;(d)——焊合角θ示意圖
在焊室高度h焊(1/2~2/3)B的條件下,θ均小于45°,θ可按下式計算:
(4—3—9)
式中 h焊——焊合室高度/mm;
B——分流橋寬度/mm。
為了增加模橋強度,通常在橋的兩端添置橋墩。蝶形橋墩不僅增加了橋的強度,而且改善了金屬流動,避免死區產生。
(4)模芯(舌頭)。模芯相當于穿孔針,其定徑區決定制品的內腔形狀和尺寸,其結構直接影響模具強度、金屬焊合品質和模具加工方式。最常見的有圓柱形模芯(多用于擠壓圓管)、雙錐體模芯(多用于擠壓方管和空心型材)。模芯的定徑帶有凸臺式、錐臺式和錐式三種,見圖4—3—25。模芯宜短,對于小擠壓機可伸出模子定徑帶l~3 mm,對大擠壓機可伸出10~12 mm。
圖4—3—25模芯結構形式圖
(a)——凸臺式;(b)——錐臺式;(e)——錐式
(5)焊合室形狀與尺寸。焊合室形狀有圓形和蝶形兩種,當采用圓形焊合室如圖4—3—26(a)時,在兩分流孔之間會產生一個十分明顯的死區,不僅增大了擠壓阻力,且會影響焊縫品質。蝶形焊合室如圖4—3—26(b)有利于消除這種死區,提高焊縫品質。為消除焊合室邊緣與模孔平面間接合處的死區,可采用大圓弧過渡(R=5~20 mm),或將焊合室人口處做成15。左右角度。同時,在與蝶形焊合室對應的分流橋根部也做成相應的凸臺,這樣就改善了金屬流動,減少了擠壓阻力。因此,應盡量采用蝶形截面焊合室。當分流孔形狀、大小、數目及分布狀態確定之后,焊合室斷面形狀和大小也基本確定了。因此合理設計焊合室高度有重大意義。一般情況下,焊合室高度應大于分流橋寬度之半。對中小型擠壓機可取l0~20 mm,或等于管壁厚的6~10倍。在很多情況下,可根據擠壓筒直徑確定焊合室高度。焊合室高度與擠壓筒直徑的關系如下:
圖4—3—26平面分流組合模焊合室形狀圖
(a)——圓形焊合室;(b)——蝶形焊合室;(c)——焊合室剖面;
(1)——分流孔;(2)——焊合室;(3)——死區
擠壓筒直徑/mm 95~130 150~200 200~280 300~500 ≥300
焊合室高度/mm l0~15 20—25 30~35 40~50 40~80
(6)模孔尺寸。用平面分流組合模生產的產品,絕大多數為民用空心型材和管材,這些 材料形狀復雜,外廓尺寸大,壁很薄并要求在保證強度的條件下盡量減輕質量,減少用材和 降低成本。一般情況下,模孔外形尺寸A可按下式確定:
A = A0 + KA0 =(1 + K)A0 (4—3—10)
式中 A0——制品外形的公稱尺寸/mm;
K——經驗系數,一般取0.007~0.015。
制品壁厚的模孔尺寸B可由下式確定
B=B0 + △ (4—3—11)
式中 B0——制品壁厚的公稱尺寸/mm;
△——壁厚模孔尺寸增量/mm,當B0≤3 mm時,取△=0.1 mm;當>3 mm時,取△= 0.2 mm。
(7)模孔工作帶長度。確定平面分流組合模的模腔工作帶長度要比平面模的復雜得多, 因為對它不僅要考慮型材壁厚差與距擠壓筒中心的遠近,而且必須考慮模孔被分流橋遮蔽的 情況以及分流孔的大小和分布。在某些情況下,從分流孔中流入的金屬量的分布甚至對調節 金屬流動起主導作用。處于分流橋底下的模孔由于金屬流出困難,工作帶必須減薄。一般用 公式(4—3—5)進行初步計算,然后按金屬流出難易修正。平面分流模的工作帶,一般應較平面模長些,這對金屬的焊合有好處。
圖4—3—27 分流模模孔工作帶出口處空刀的結構
(a)——直線切口;(b)——圓弧切口;(c)——斜度切口;
(d)——圓弧與斜度相組合切口;(e)——工作帶有斜度的圓弧切口
四、平面分流組合模的強度校核
平面分流模工作時,其最不利的承載情況發生在分流孔和焊合室尚未進入金屬,以及和金屬充滿焊合室而剛要流出模孔之時。要針對模子的分流橋進行強度校核。主要校核由于擠壓力引起的分流橋彎曲應力和剪切應力。對于雙孔或四孔分流模,可將一個或兩個分流橋視為受均布載荷的簡支梁,并對其進行危險斷面的抗彎和抗剪強度校核,見圖4—3—28。
圖4—3—28分流模強度計算簡圖
1——模外套;2——分流橋;3——模芯4——焊合室;5——模子;
6——固定式分流橋;7——分流孔;8——擠壓制品
(1)抗彎強度校核
從抗彎強度校核公式可推導出計算模子分流橋最小高度的公式。
(4—3—12)
式中 Hmin——模子危險斷面處的計算厚度,即分流橋的計算高度/mm;
L——分流橋兩橋墩之間的距離/mm;
P——擠壓筒最大比壓/MPa;
[σ彎]——模具材料在工作溫度下的許用彎曲應力/MPa。
對3Cr2W8V鋼或4Cr5MoVlSi鋼,在450~500℃時,取[σ彎]=800~900 MPa。
實際設計時,所采用的分流橋高度不得低于由上式計算得出的橋高值。
(2)抗剪強度校核
抗剪強度校核公式如下:
(4—3—13)
式中 r——剪應力/MPa;
P——分流橋端面上所受的總壓力,可近似為擠壓機的公稱壓力/N;
[ r ]——模具材料在工作溫度下的許用抗剪強度/MPa;一般情況,可取[ r ]=(0.5~0.6)[ σb],對3Cr2W8V鋼或4Cr5MoVlSi鋼,在450~500℃時,取[ σb]=1000~1100 MPa;
F——以分流孔間最短距離為長度,以模子厚度為高度所組成的斷面積/mm2;
n——分流孔的個數。
(3)安全系數法
假定分流模的設計方案如圖4—3—28所示,可按下述安全系數法強度校核公式進行校核。
(4—3—14)
舉例:按圖4—3—28給的條件,且擠壓機公稱壓力為80MN,Φ500 mm為擠壓筒直徑,橋厚選為60 mm,[σb]為1100 MPa,則計算安全系數np為
式中 np——計算安全系數;
P——擠壓筒的比壓/MPa;
[σb]——模具材料在工作中溫度下的抗拉強度/MPa。
因此,強度符合要求,是安全的。
五、常用的鋁型材平面分流組合模優化設計舉例
(1)直升機旋翼大梁型材用(6061-T6)舌型模簡圖,見圖4—3—29。
圖4-3-29 直升機旋翼大梁型材用舌型模示意圖
(2)硬鋁合金(2024一T4)鉸鏈型材用舌型模簡圖,見圖4—3—30
圖4—3—30硬鋁合金鉸鏈型材用舌型模示意圖
(3)9孔高筋異形空心型材(6061-T6)平面分流組合模,見圖4—3—31。
圖4—3—31 9孔高筋異形空心型材平面分流組合模示意圖
(4)單孔管材(6063-T5)平面分流組合模,見圖4—3—32。
圖4-3-32 單孔管材平面分流組合模示意圖
(5)多根管材(6063-T5)平面分流組合模,見圖4—3—33。
圖4—3—33 多根管材平面分流組合模示意圖
(6)單孔異形空心型材平面分流組合模,見圖4—3—34。
(7)單根多孔異形空心型材平面分流組合模,見圖4—3—35。
(8)多根空心型材平面分流模,見圖4—3—36。
(9)口琴管空心型材平面分流組合模,見圖4—3—37。
圖4—3—34單孔異形空心型材平面分流組合模示意圖
圖4—3—35單根多孔異形空心型材平面分流組合模示意圖
圖4—3—36多根空心型材平面分流模示意圖
圖4—3—37 口琴管空心型材平面分流組合模示意圖
(10)不對稱空心型材平面分流組合模,見圖4—3—38。
圖4—3—38不對稱空心型材平面分流組合模示意圖


