
引言
近些年,淬火操作越來越精細,鋁材生產廠家、鋁錠供應商及鋁加工設備生產商正在更新產品、驗證技術、開發新的設備。其主題是對快速淬火的需求,使其能在實踐中融入現有的和新的擠壓生產線。以下三種主要因素促進了這種需求:擠壓速度、廠房面積問題及擠壓工藝的改良。
當擠壓速度隨著工藝改進而提高時,對高性能淬火的需求也在不斷地增加。讓我們來舉個例子,某個鋁型材以前每分鐘能擠30米(98fpm),而現在每分鐘能擠45米(148fpm)。我們假設淬火技術沒有改變。如果鋁型材在原速度的基礎上要求12秒的淬火時間,那它在新的(更快的)速度基礎上也需要12秒的淬火時間。假如一個長度為6米(20ft.)的淬火裝置在舊速度基礎上能提供必要的冷卻,那么新速度下就要求一個長度為9米(30ft.)的淬火裝置。
增加淬火長度或許是早期工藝流程改進的一個選擇,但是這種解決方法隨著改進的持續會降低其投資回報率。許多現有的擠壓線都面臨著可利用的初出區長度不足的問題。在那些現有的非“雙長度”系統中,這個問題尤其突出。另外,重新設計現有的生產線來配合更大尺寸和復雜性的淬火設備是一個很大的投資。
現代研究表明,快速冷卻可以提高擠出鋁型材的特性。事實證明,即使冷卻速率超出傳統淬火速率許多時,以上觀點仍是正確的。這就激發了對更高冷卻速率的要求。
此外,對大型擠壓機和重鋁型材擠壓,冷卻率可能達不到淬火要求。如果所使用的淬火技術不能產生滿足合金要求的冷卻率,那么再長的淬火長度也是沒有用的。實際上,假如一個淬火裝置不能在40秒之內將一個6061合金的鋁型材冷卻到370℃(700°F)以下,那么淬火裝置再長也沒有用。
淬火過程的回顧
要達到鋁合金擠壓材所要求的材料性能,需要以下四道重要工序:
1. 鑄錠的均質化
2. 擠壓時的擠壓溫度控制
3. 淬火
4. 時效
以上四道工序必須正確操作。換言之,沒有一個工序能夠單獨保證最后的產品完全能達到合金性能,但是其中的任何一個工序的失誤都將導致鋁型材達不到性能要求。
本文將評估工序3 - 淬火性能。我們沒有忽視其他要求。尤其是在擠壓形變區內,擠壓鋁型材需要超出合金固溶相線溫度的要求,這對達到合金性能是至關重要的。
理論背景
冷卻
擠壓淬火的目的是使Mg2Si粒子保留在固溶狀態。這就要求擠出時從高溫快速冷卻到200℃以下。通常用C-曲線來形象化地描述淬火過程,如圖1所示。C曲線是淬火合金中固溶體析出物粒子隨淬火溫度與時間變化的關系曲線。對于鋁合金(比如6063和6061合金)來說,為了避免固溶體的析出以及析出粒子的長大,必須避開C型區域。如果淬火冷卻曲線不和合金C曲線相交,則表明淬火所用冷卻速率是適當的。
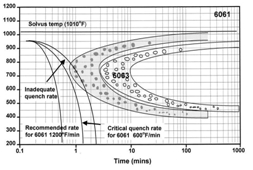
圖1. 鋁合金的C-曲線(Alcan 鋁業公司,Nick Parsons,溫度為華氏溫度)
圖1中的曲線顯示了三個淬火速率,667℃(1200°F)/ 分鐘、333℃(600°F)/ 分鐘,還有一種“不適當的”冷卻速率。實際上,在鋁型材擠壓淬火實踐中,冷卻速率不可能是固定不變的,因為冷卻速率將隨著鋁型材溫度的變化而變化。對流傳熱[2]qc 的速率公式是:
qchcA (Ts– Tf,∞)
公式中:
hc:流體與固體間的平均對流熱傳遞系數,W / m2°K
A:與流體表面的接觸面積,m2
Ts:表面溫度,°K
Tf,?:介質和受冷卻物體之間的溫差
因為DT(Ts– Tf,?)是熱傳遞的一個因子,由上式可見隨著擠出鋁型材溫度的降低,冷卻速率也減小。若把初始速率為667°C /分鐘 hc 看成一個常量,則可以看出冷卻速率的減低直接與DT的減低成比例。對于初始速率為333°C / 分鐘,事實也是如此。我們發現圖1中的曲線和鋁型材表面的初始速率是相吻合的。
高溫材料的水冷卻有一個特性,當材料的溫度變化時,hc將隨之發生改變。hc發生改變時的溫度稱為”Liedenfrost溫度”[3]。hc 的改變是因為熱傳導模式的變化。當高于這個溫度時,一層穩定的蒸汽膜包裹了材料表面,阻斷了材料與水的直接接觸。當低于這個溫度時,蒸汽膜開始消散,水就可以直接接觸材料的表面。高于”Liedenfrost溫度”的熱傳導模式稱作穩定的蒸汽膜狀沸騰,低于”Liedenfrost溫度”的熱傳導模式稱作不穩定的蒸汽膜狀沸騰。在中低速水沖擊下,”Liedenfrost溫度”通常是250°C(480°F)[4]。
一個典型的中低速水沖擊的噴射式水淬,在高于”Liedenfrost溫度”時,hc大致為2000(英制hc 350 EU),在低于”Liedenfrost溫度”時,hc可能上升到8000。對于不同的淬火設計,實際的值也會不同。這些值體現了噴射式淬火的性能。圖2顯示了這種淬火曲線 - 重鋁型材淬火并顯示鋁型材的芯部溫度。
從圖2中的曲線,我們注意到三個重要點:1)隨溫度變化而平滑變化的冷卻曲線必須控制在一定區域內;2)低于”Liedenfrost溫度”的高冷卻率產生的太晚,對合金特性沒有任何提高;3)溫度降至250°C所需的總時間超過60秒。這就涉及到淬火腔的尺寸。如果上面提到的鋁型材以20米/分鐘的速度擠壓,這個鋁型材需要一個20米長的淬火腔。因此,該圖表明,淬火性能的提高是很有必要的。
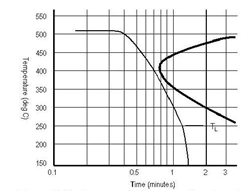
圖2. 中低速水沖擊的噴射式淬火的冷卻曲線,重鋁型材的芯部溫度,以及”Liedenfrost溫度”。
為了介紹提高淬火性能的通用概念,我們將使用一個不考慮鋁型材外形尺寸,簡化的在線淬火熱傳導公式。對鋁型材形狀的考慮已經超出了本文的范圍,而且,從工廠的角度來說,通過改變鋁型材形狀來提高淬火性能是不實際的。鋁型材斷面通常是由客戶需求確定的,不能隨意改變。以下是一個簡化計算方法,剔除了公式中的鋁型材形狀:
冷卻率 ≈ hc△T
公式中:
hc:熱傳導系數
△T:流體和鋁型材表面之間的溫差
對于一個給定的鋁型材形狀,影響冷卻率的只有兩個因素:hc和△T。改變冷卻性能的現實方法是改變冷卻介質的效率,或者改變擠壓鋁型材和冷卻介質的溫差。因為水淬合金的擠壓鋁型材溫度基本固定,同時水的溫度變化相對較小,所以,提高淬火效率唯一可行的方法就是提高冷卻介質的熱傳導系數。
如何通過提高hc來提高冷卻性能呢?研究發現,高速水沖擊可以提高”Liedenfrost溫度”[5]。提高泡核沸騰產生的溫度,可以形成相當高的平均冷卻速率。早在1968年[6],就描述過采用這種技術的水淬。假如一個平均值約為7000(1235EU)的hc可以在關鍵合金溫度區內保持,那么將有可能極大的提高淬火性能(見圖3)。下面我們將討論該技術在現實中的應用。
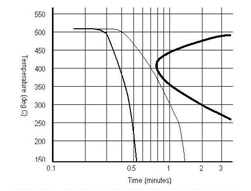
圖3. 高壓噴射的冷卻曲線,和中低壓噴射的冷卻曲線
Bryson先生[7]提出過一個重要的觀測報告,關于從穩定蒸汽膜狀沸騰到不穩定蒸汽膜狀沸騰的轉變(見圖4)。他發現兩種模式的轉換有一個明顯的滯后現象。當沖擊壓力提升時,蒸汽膜消散時的壓力比蒸汽膜重現時的壓力高。證明了在這段區域內hc是不確定的。從工藝流程的控制來看,避免在這個區域內操作很重要,因為這個區域內的流程是不可控的。
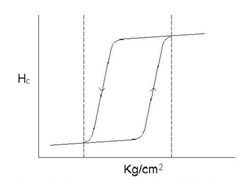
圖4. 穩定蒸汽膜狀沸騰到不穩定蒸汽膜狀沸騰轉換過程中的滯后現象
扭曲變形
另一個淬火處理的關鍵因素是鋁型材扭曲變形。當不對稱的鋁型材受到高冷卻速率的冷卻作用時,鋁型材可能產生嚴重的扭曲,以至達不到使用規范的要求。合金的C曲線與這一新的“扭曲敏感度”曲線之間的關系可以疊加成一個綜合分析曲線圖5 中的“淬火窗口”來分析。圖5為近來某文獻中出現淬火窗口的一個實例[8]。
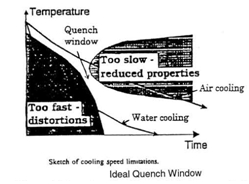
圖5. 鋁合金鋁型材傳統扭曲敏感度曲線
該合成圖已經在很多論壇上展示過,作者認為該合成圖有一個基本的錯誤。為了便于理解如下的理論分析,本文給出了如下簡化的鋁型材扭曲計算式。和上面簡化的熱傳導計算式一樣,該公式假定鋁型材外形尺寸固定:
扭曲敏感度≈hcDTf(Tp)
公式中:
hc:熱傳導系數
△T:流體和鋁型材表面的溫差
f(Tp):鋁型材溫度函數
這個公式中包含一個要素,即鋁型材的擠出溫度函數。從直觀上,我們可以看出,當擠出鋁型材逐漸冷卻時,扭曲敏感度將隨之變化。現在的問題是這一變化曲線的斜率。作者認為該曲線的變化斜率為正,即在擠出鋁型材溫度范圍內鋁型材的溫度越高,其扭曲變形越敏感。這點可根據鋁型材在室溫下的穩定性加以理解,因為很難想像一個能對室溫鋁型材造成永久扭曲的實際冷卻速率。
鋁型材的扭曲函數很可能是和鋁型材溫度相關的非線性函數。塑性狀態下合金的相組成及其轉變很可能引起曲線斜率的改變。確定此曲線各項的數值不是本文的研究內容。本文論述的重點是:1)擠出鋁型材溫度函數是影響鋁型材扭曲變形的一部分; 2)溫度影響函數的斜率是正的。由于上一節所述傳統的“淬火窗口”圖顯示函數的斜率是負的,因此作者提出一個修正后的淬火靈敏度曲線圖(見圖6)。
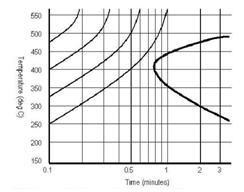
圖6. 建議采用的扭曲敏感度曲線:左邊是低敏感度,右邊是高敏感度。
上述含意對于水淬的設計有重大的啟發意義。現在有三種可供選擇的控制鋁型材扭曲的方法:可以減小熱傳遞系數;可以減小溫差;還可以降低擠出的溫度。另外,可以將此三項結合起來,以便在水淬的開始階段獲得較低的hc,那個階段鋁型材的擠出溫度還很高。hc在隨后的淬火過程中可以增加,此時DT降低,鋁型材可以抵抗因為較高的hc 產生的熱應力。圖7顯示了一個給定扭曲敏感度曲線的淬火建議。
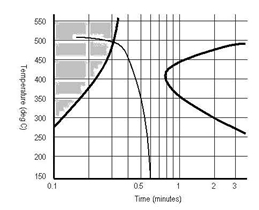
圖7. 對給定扭曲敏感度曲線的淬火建議
另外,此處還要提及的關于鋁型材扭曲上的一個問題是:不對稱問題。外形結構不對稱的鋁型材,如鋁型材的一部分(一側)比其他部分薄很多,這就產生一個問題,即薄壁的部分比壁厚的部分冷卻得快。根據鋁型材的導熱系數,不同的熱膨脹將產生不同的機械應力,引起其形狀扭曲。在淬火的早期區段,減小hc可以緩解這一問題。對于其他形狀,為降低鋁型材薄壁部分的冷卻速度,必須對鋁型材上的冷卻量進行調整。
綜上所述,對于給定外形尺寸的鋁型材,可以通過改變hc和△T來改變冷卻速率。同樣,可以通過改變hc,Tp和冷卻介質的噴射量來影響鋁型材扭曲變形。
實際應用
新淬火工藝的基本設計是高壓噴射。高壓水噴射淬火從1985年開始商業應用。高壓噴射淬火的平均熱傳導系數大約為低壓噴射淬火的三倍;所以,在同樣長度上,冷卻性能提高三倍,或者,只需三分之一的長度就產生相同的冷卻性能。
為了控制鋁型材扭曲變形,早期的的高壓噴射淬火采用兩個壓力設置。當高壓噴射產生不可接受的變形時,可以選擇低壓噴射設置。這樣對于復雜斷面的鋁型材可以提供一個相對柔和的淬火,而對于簡單斷面的鋁型材可以實現高的淬火性能。
對于最敏感的斷面形狀,淬火入口區分為四象限控制。水流可以在四個不同的方向得到控制:左上,右上,左下,右下。對于復雜、不對稱的形狀,該特性非常有效。
最佳淬火的新特性,是指它可以根據淬火的長度來改變熱傳導系數。可以在淬火的入口區,提供非常緩和的冷卻率,然后在鋁型材扭曲變形敏感度降低之后,提供較高的冷卻率。
設備設計
最佳淬火是把多個噴嘴環狀的分布在淬火腔的圓周上,根據控制區域對噴嘴環進行分組。一個典型的配3000噸擠壓機的最佳淬火具有五個控制區域。
每個區域的高低壓單獨可調。因為穩定蒸汽膜狀沸騰和不穩定蒸汽膜狀沸騰之間的轉換不可預測,所以高低壓力之間是不連續變化的 。
另外,前兩個區采用四象限控制:左上,右上,左下,右下。而且流量可以降低,以降低不對稱形狀的冷卻率。圖8是一張最佳淬火設備的圖片,

圖8. 最佳淬火設備
這種淬火裝置操作非常簡單。對于新模具,初始設置把所有區域設為低壓。如果擠壓速度提高,可以在最后區(第五區域)使用高壓設置。如果鋁型材沒有扭曲變形,那么在第四區域使用高壓設置,以此類推。如果鋁型材發生不可接受的變形,將當前區域改回低壓設置。這是實現最大生產力的關鍵,此時已經達到鋁型材形狀的熱力學極限。計算機管理系統將存儲這個設置,下次再用該模具時可以調用這個設置。
結束語
近年來,對擠壓淬火的的需求變的更加迫切。有三個主要因素促進了這些需求:更快的擠壓速度,初出區域長度的限制以及因更快的淬火率而得到的鋁型材性能的改進。這三個因素造成了對在最小空間內獲得最大淬火性能的需求。本文研究分析了使淬火過程最優化的方法并詳述了利用這些方法的淬火設計。最佳淬火可以在有限的空間內實現最高的冷卻性能。通過在每個區域適當的使用高壓熱傳導率,產生可選的冷卻率,以及在入口區域的不同象限使用不同的水流量,最佳淬火實現了最高的淬火性能,同時也提供了必要的靈活性,以處理復雜外形的鋁型材的扭曲變形問題。

