
本文從纏繞工藝、硬件工作原理和軟件開發(fā)三個方面討論了基于pc機和trio運動控制器的開放式自動鋁帶繞片機數(shù)控系統(tǒng)。
翹片管是一種新型高效節(jié)能的熱交換元件,是空氣冷卻器上最基本、最重要的元件,在空調(diào)、制冷業(yè)上取得了廣泛的應(yīng)用。它利用繞片頭的壓力將成盤鋁帶以一定的速度連續(xù)不斷地在鋼管外側(cè)纏繞成螺旋狀的散熱片,使鋼管的散熱面積大大增加,成倍地提高散熱效率。國外繞片機設(shè)備已經(jīng)由電器自動控制發(fā)展到微機控制,有些還具備關(guān)鍵部位的狀態(tài)監(jiān)視和故障診斷功能,現(xiàn)正向高速繞片方向發(fā)展。目前國內(nèi)的繞片機大多使用傳統(tǒng)的繼電器、接觸器控制,翹片管螺距通過齒輪組調(diào)節(jié),螺距受齒輪比的限制,螺距數(shù)是有限的,因此不能完成不同管徑、不同螺距的無級調(diào)整,并且存在效率低下、繞制質(zhì)量差等缺點,屬于半手工半機械的操作方式,為此我們開發(fā)了這種新型自動鋁帶繞片機。
本文主要介紹其自動控制系統(tǒng)部分,鋁帶纏繞時,鋼管繞其主軸勻速旋轉(zhuǎn),小車電機拖動小車沿鋼管軸向勻速運動并以一定的速度帶動繞片頭把成盤的鋁帶纏繞在鋼管的外側(cè),達(dá)到生產(chǎn)翹片管的技術(shù)要求。本文從纏繞工藝、硬件工作原理和軟件開發(fā)三個方面討論了基于pc機和trio運動控制器的開放式自動鋁帶繞片機數(shù)控系統(tǒng)。這種數(shù)控系統(tǒng)的硬件體系結(jié)構(gòu)就具有了開放式、模塊化、可嵌入的特點,為生產(chǎn)廠商通過軟件開發(fā),給數(shù)控系統(tǒng)追加功能和實現(xiàn)功能的個性化提供了保證。
系統(tǒng)纏繞工藝
生產(chǎn)此纏繞式翹片管的數(shù)控系統(tǒng)需要實現(xiàn)鋁帶繞鋼管的相對螺旋運動,我們選用兩個伺服電機來完成,一個電機帶動小車沿鋼管軸向運動,另一個伺服電機安裝在主軸箱,通過主軸箱外的齒輪副帶動上轉(zhuǎn)動體、驅(qū)動輪的旋轉(zhuǎn)運動。在繞制過程中,鋁片是由直線狀態(tài)被強制擠壓成螺旋狀態(tài)的,由于鋁片跟鋼管相比其剛度小,容易成型,因此鋁片對鋼管的影響不大,實現(xiàn)起來比較容易。鋁片的繞制過程是由鋼管相對于繞頭的軸向進(jìn)給和鋼管沿自身軸線旋轉(zhuǎn)運動的合成,因為在鋼管的輸送機構(gòu)中,包括鋼管的純旋轉(zhuǎn)和純進(jìn)給兩條傳動路線。在設(shè)計中選用了一種特殊的行星輪系實現(xiàn)了管子軸向進(jìn)給和沿自身軸線回轉(zhuǎn)的合成。這種驅(qū)動輪系是在一個圓周上均勻分布三組完全相同的結(jié)構(gòu)的轉(zhuǎn)輪,驅(qū)動輪的表面帶有一種防滑材料,其目的就是增大驅(qū)動輪與鋼管之間的摩擦力,這樣更能有效的驅(qū)動鋼管進(jìn)行軸向運動。
生產(chǎn)的翹片管鋁片的螺距主要由主軸和小車的運行速度比實現(xiàn),通過對電機進(jìn)行不同轉(zhuǎn)速的調(diào)節(jié),實現(xiàn)翅片管螺距的無極調(diào)整,通過對繞片機校正裝置液壓缸的調(diào)整實現(xiàn)對不同管徑的加工。此數(shù)控鋁帶繞片機纏繞屬于環(huán)向纏繞即沿鋼管圓周方向的纏繞,纏繞原理如圖1所示。纏繞時,鋼管繞自身軸線作勻速轉(zhuǎn)動,小車在平行于鋼管軸線方向往復(fù)運動。鋼管每轉(zhuǎn)一周,小車移動一個螺距的寬度,按此循環(huán),直至鋁帶布滿鋼管表面為止,其纏繞角α一般在85°~90°之間。
設(shè)小車縱向移動的速度為v1(mm/s),鋼管的轉(zhuǎn)速為n3(r/s),則纏繞的鋁片螺距p=v1/n3,又因為n2=3.6n3,v1=πd n1,n1=120 n1,其中:n2為主軸電機的轉(zhuǎn)速,n3為鋼管的轉(zhuǎn)速,d為齒輪的分度圓直徑,n1為除去減速比后等價的小車電機轉(zhuǎn)速,n1為小車電機的轉(zhuǎn)速,主軸轉(zhuǎn)速比3.6∶1,小車電機到齒輪齒條機構(gòu)減速器的減速比為120∶1,因此:
p=v1/n3=3.6πdn1/120n2,即n1/n2=120p/3.6πd
計算纏繞長度為l時,可以計算出小車從左端移動到右端,小車電機轉(zhuǎn)過的角度:
ω1=(1/v1)n1`2π
=(l/πd n1)n1`2π
=240l/d
主軸電機轉(zhuǎn)過的角度:
ω2=(n2/)ω1
=2l n2/dn1`
=7.2π1/p
由于鋁帶的強度有限,小車在加速、減速的過程中容易出現(xiàn)斷帶的情況,這樣將嚴(yán)重影響生產(chǎn)的翹片管的質(zhì)量和加工效率,因此繞片機要具有良好的啟停特性,在此過程中需嚴(yán)格保證主軸和小車電機的速度比,無論是正常運行時的纏繞還是在加速、減速過程中,上述速度比關(guān)系應(yīng)嚴(yán)格保持不變,這樣才能保證生產(chǎn)的翹片管產(chǎn)品的質(zhì)量。
控制系統(tǒng)硬件組成
系統(tǒng)的硬件組成原理圖如圖2所示。控制系統(tǒng)采取主從式cpu結(jié)構(gòu),工控機與trio運動控制器結(jié)合形成一個功能強大的開放式數(shù)控系統(tǒng)。工控機作為上位機主要負(fù)責(zé)人機界面管理、工藝參數(shù)設(shè)定、數(shù)控程序編輯等功能,trio運動控制器負(fù)責(zé)機床的運動控制,另外還需要用plc來完成對液壓缸的邏輯控制。本數(shù)控系統(tǒng)支持用戶的進(jìn)一步開發(fā)和擴展,具有很好的開放性。

圖2 系統(tǒng)硬件原理圖
trio運動控制器
trio是一種功能非常強大的開放式運動控制器。選用的mc206采用trio高性能32位dsp技術(shù),具有4軸伺服或步進(jìn)功能的控制器,此外還有一個編碼器輸入軸,通過軟件配置各軸屬性,可以對四個伺服軸或四個步進(jìn)軸或二者的組合進(jìn)行控制。mc206的基本硬件配置包括:can總線通訊接口1個、數(shù)字量輸入通道8路、數(shù)字量輸入輸出雙向通道8路、模擬量輸入通道1路、伺服使能1個、伺服速度控制模擬量指令4路、差分式編碼器輸入一個、差分式編碼器/脈沖輸出4個、usb接口一個、串行口兩個。
trio控制器工作電源為24v直流電源,通過五孔連接器引入,當(dāng)用到數(shù)字量輸出的時候,必須單獨提供24v的i/o電源。筆者采用模擬量的連接方式連接trio mc206運動控制器與安川伺服驅(qū)動器,同時將驅(qū)動器設(shè)置為速度控制模式,安川編碼器分頻輸出的默認(rèn)方向與trio控制器方向相反,因此需要將其a相信號與trio控制器a相信號反接,控制器碼盤反饋的第五腳要和驅(qū)動器的sg引腳相連,以免損壞控制器。在mc206上配有和伺服放大器上servo_on相對應(yīng)的常開繼電器開關(guān),用作對伺服放大器的使能,在控制器上此功能只是一個開關(guān)的閉合,所以要把此開關(guān)和伺服電源串接到一起。此繼電器的開關(guān)還可由motion perfect中的drive enable按鈕或trio basic指令wdog=on/off來控制。
數(shù)控系統(tǒng)工作原理
控制系統(tǒng)以研華工控機和英國trio公司的mc206運動控制器為核心,實現(xiàn)對兩個伺服電機的協(xié)同控制。繞片機主軸電機采用安川三相伺服電機,用日本安川伺服驅(qū)動器驅(qū)動。對于主軸電機的速度,本系統(tǒng)采用了抗負(fù)載變化能力較大的閉環(huán)控制方式。運動控制器軸3接口的模擬量輸出作為伺服驅(qū)動器速度控制的輸入信號,在運動控制器開環(huán)控制狀態(tài)下設(shè)置模擬量電壓輸出值實現(xiàn)驅(qū)動器速度控制。旋轉(zhuǎn)編碼器完成主軸轉(zhuǎn)角和速度的檢測。驅(qū)動器采用速度控制方式,速度卡把編碼器采樣的信號一路作為驅(qū)動器輸入實現(xiàn)速度閉環(huán)控制,一路作為速度和位置信號輸入到控制器的編碼器接口4,實現(xiàn)了由一個編碼器完成速度閉環(huán)控制和主軸轉(zhuǎn)角位置采樣的功能。小車電機采用安川sgmgh-44aca61伺服電機完成精確定位,它沿鋁管軸向往復(fù)運動,按照繞片規(guī)律以一定的響應(yīng)速度和精度跟蹤主軸運動。軸0接口工作于伺服模式,完成小車伺服電機的閉環(huán)控制。主軸編碼器反饋接到mc206軸4接口,作為參考編碼器的輸入軸,為小車同步運動提供一個編碼器輸入。
控制系統(tǒng)軟件設(shè)計
·上位機管理軟件
控制系統(tǒng)的軟件包括上位機管理軟件和下位機控制軟件。上位機管理軟件主要完成系統(tǒng)配置、數(shù)控程序編輯、系統(tǒng)診斷和上下位機的通信功能等。該數(shù)控系統(tǒng)軟件利用windows內(nèi)部大量的api(application program interface)函數(shù)以及visual c 的mfc(microsoft fountain class)類庫,使用較成熟的visual c 6.0進(jìn)行開發(fā)調(diào)試和維護,利用面向?qū)ο蟮木幊趟枷耄远嗉壊藛螢橹黧w,輔以對話框工具欄快捷鍵等交互方式,依據(jù)用戶的需要定制良好的人機交互界面。為了方便在自動鋁帶繞片機安裝出現(xiàn)故障時調(diào)試程序,特意設(shè)計了手動、半自動和自動運行的功能,系統(tǒng)管理軟件流程如圖3所示。
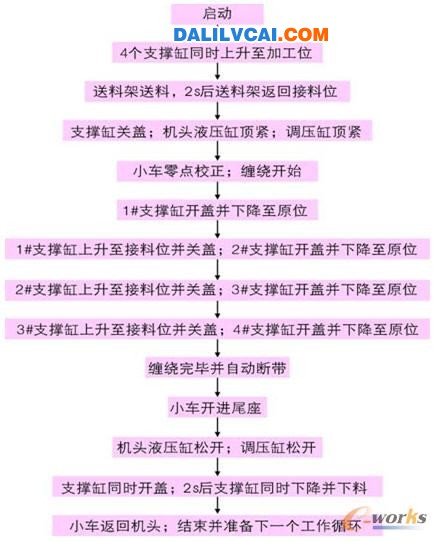
圖3 系統(tǒng)管理軟件程序流程圖
工控機和mc206通過串口基于modbus協(xié)議完成工藝參數(shù)下載和機床狀態(tài)參數(shù)上傳顯示。modbus通訊采用主從方式的查詢機制,系統(tǒng)將工控機設(shè)為主站,mc206設(shè)為從站,只有主站發(fā)出查詢時,從站才能給出響應(yīng),從站不能主動發(fā)送數(shù)據(jù)。工作時工人選定待纏繞管件型號并將工藝文件下載后,進(jìn)入纏繞加工狀態(tài),此時所有運動和邏輯控制由mc206完成,從站僅響應(yīng)主站的查詢并上傳狀態(tài)數(shù)據(jù)。即使工控機由于某種原因出現(xiàn)故障或死機,也不會影響當(dāng)前鋁管的纏繞加工,從而提高了系統(tǒng)的穩(wěn)定性和控制的實時性。
·trio運動控制程序
繞片機加工控制工作狀態(tài)分為手動、半自動和自動三種狀態(tài)。手動狀態(tài)用于單獨控制液壓系統(tǒng)動作和小車的運動。半自動狀態(tài)下液壓系統(tǒng)和小車協(xié)調(diào)運動進(jìn)行纏繞,纏繞的長度和螺距由工人控制。自動工作狀態(tài)下可按工藝文件設(shè)定參數(shù)實現(xiàn)自動纏繞。此外控制程序還具有零點校正、自動零點、斷點纏繞和纏繞過程人工干預(yù)等功能。
trio程序是通過運行在pc機上的motion perfect軟件來進(jìn)行開發(fā)的,采用的是trio多任務(wù)類似basic語法格式進(jìn)行編寫的,通過運行在上位機上的motion perfect軟件將編制好的運動控制程序下載到mc206內(nèi)即可脫機運行。trio basic語言有三種不同類型的存儲變量:命名變量、vr()變量和table區(qū)變量。命名變量是局部變量,僅在定義它的任務(wù)內(nèi)有效。Vr()變量是可被多個任務(wù)共享的全局變量,它可用于任務(wù)間通訊,本程序用于存儲數(shù)控機床運行時的各種狀態(tài)參數(shù),其中包括:小車實際速度、主軸實際速度、小車最高速度、主軸最高速度、零點偏距、加減速長度、螺距、支撐缸狀態(tài)、鋼管長度、plc判斷等等。table區(qū)通常是用于存儲cam/cambox指令曲線的存儲區(qū),本程序用于存儲纏繞鋼管型號和螺距指標(biāo)的工藝文件。運行的用戶程序被稱為線程或任務(wù)。此編程語言可以開發(fā)出復(fù)雜的運動控制程序,具有響應(yīng)速度快、準(zhǔn)確度高、開發(fā)周期短、編程和操作簡單、使用方便的特點。
·plc程序
plc是選用歐姆龍公司生產(chǎn)的cj1m型,它采用模塊化結(jié)構(gòu),由4個輸入模塊,3個輸出模塊組成,共有64個輸入點,48個輸出點。本系統(tǒng)用plc主要控制液壓的電磁閥,進(jìn)而控制液壓缸活塞桿的伸縮,液壓部分的工作流程如圖4所示。
圖4 數(shù)控機床工作流程圖
此繞片機在纏繞的過程中,由于主軸轉(zhuǎn)速比較快,鋼管旋轉(zhuǎn)時會偏離主軸,將嚴(yán)重影響纏繞的翹片管的質(zhì)量,因此在纏繞的過程中需要限制鋼管的偏離運動,采用給支撐缸加蓋的方式來固定鋼管,開蓋和關(guān)蓋也是由液壓完成。小車在纏繞運行過程中碰到支撐缸前面的限位開關(guān)時,支撐缸開蓋,2秒鐘后支撐缸下降,下降到最低點后碰到限位開關(guān),plc將信號傳給控制器,如果控制器收到支撐缸到達(dá)最低點的信息后,小車將繼續(xù)纏繞,如果沒有收到此信息,小車將緊急停車,以免小車和支撐缸撞車。小車?yán)^續(xù)前進(jìn),當(dāng)碰到支撐缸后面的限位開關(guān)時,控制器發(fā)送信號給plc,plc收到此信息說明小車已經(jīng)安全通過此支撐缸,這時支撐缸上升,上升到接料位時,關(guān)蓋。以此類推,小車依次通過4個支撐缸,完成纏繞。plc和trio運動控制器的通訊是通過hostlink協(xié)議實現(xiàn)的。
結(jié) 語
采用pc和運動控制器的開放式數(shù)控系統(tǒng)方案,完成了自動鋁帶繞片機控制系統(tǒng)的管理功能和程序相關(guān)參數(shù)的設(shè)定,利用開發(fā)的用戶界面直觀的顯示系統(tǒng)狀態(tài),實現(xiàn)了參數(shù)一體化設(shè)計;在加工過程中檢測系統(tǒng)狀態(tài)實現(xiàn)了系統(tǒng)各個運動過程的平穩(wěn)性和安全性,當(dāng)檢測到各元件沒有運動到位時,系統(tǒng)暫停并響鈴報警,故障排除后系統(tǒng)繼續(xù)運行,實現(xiàn)了系統(tǒng)的故障自診斷。上位機程序可以根據(jù)用戶要求進(jìn)行定義和開發(fā),面向?qū)ο蟮目梢暬O(shè)計方法使得程序更加易于維護,界面更加友好。本項目在實際的應(yīng)用中不僅解決了繞片機半手工半機械化的操作方式問題,更重要的是能夠?qū)崿F(xiàn)同一機構(gòu)加工不同管徑,不同長度的翹片管,而且能夠?qū)崿F(xiàn)螺距的無級調(diào)整,同時也加強了鋁帶繞片機生產(chǎn)的自動控制功能,提高了控制精度,達(dá)到精確控制繞制速度,提高了生產(chǎn)效率。
下料電機 下料裝置 電控系統(tǒng) 縱向電機 進(jìn)給裝置 機頭 上料裝置 加工裝置 傳送裝置 變頻器 1 繞片電機 上料缸組 支撐缸組 新型自動鋁帶繞片機.本文主要介紹其自 動控制系統(tǒng)部分. 自動鋁帶繞片機主要由上料裝置,自 動傳送裝置,自動加工裝置和自動下料裝 置組成
翹片管是一種新型高效節(jié)能的熱交換元件,是空氣冷卻器上最基本、最重要的元件,在空調(diào)、制冷業(yè)上取得了廣泛的應(yīng)用。它利用繞片頭的壓力將成盤鋁帶以一定的速度連續(xù)不斷地在鋼管外側(cè)纏繞成螺旋狀的散熱片,使鋼管的散熱面積大大增加,成倍地提高散熱效率。國外繞片機設(shè)備已經(jīng)由電器自動控制發(fā)展到微機控制,有些還具備關(guān)鍵部位的狀態(tài)監(jiān)視和故障診斷功能,現(xiàn)正向高速繞片方向發(fā)展。目前國內(nèi)的繞片機大多使用傳統(tǒng)的繼電器、接觸器控制,翹片管螺距通過齒輪組調(diào)節(jié),螺距受齒輪比的限制,螺距數(shù)是有限的,因此不能完成不同管徑、不同螺距的無級調(diào)整,并且存在效率低下、繞制質(zhì)量差等缺點,屬于半手工半機械的操作方式,為此我們開發(fā)了這種新型自動鋁帶繞片機。
本文主要介紹其自動控制系統(tǒng)部分,鋁帶纏繞時,鋼管繞其主軸勻速旋轉(zhuǎn),小車電機拖動小車沿鋼管軸向勻速運動并以一定的速度帶動繞片頭把成盤的鋁帶纏繞在鋼管的外側(cè),達(dá)到生產(chǎn)翹片管的技術(shù)要求。本文從纏繞工藝、硬件工作原理和軟件開發(fā)三個方面討論了基于pc機和trio運動控制器的開放式自動鋁帶繞片機數(shù)控系統(tǒng)。這種數(shù)控系統(tǒng)的硬件體系結(jié)構(gòu)就具有了開放式、模塊化、可嵌入的特點,為生產(chǎn)廠商通過軟件開發(fā),給數(shù)控系統(tǒng)追加功能和實現(xiàn)功能的個性化提供了保證。
系統(tǒng)纏繞工藝
生產(chǎn)此纏繞式翹片管的數(shù)控系統(tǒng)需要實現(xiàn)鋁帶繞鋼管的相對螺旋運動,我們選用兩個伺服電機來完成,一個電機帶動小車沿鋼管軸向運動,另一個伺服電機安裝在主軸箱,通過主軸箱外的齒輪副帶動上轉(zhuǎn)動體、驅(qū)動輪的旋轉(zhuǎn)運動。在繞制過程中,鋁片是由直線狀態(tài)被強制擠壓成螺旋狀態(tài)的,由于鋁片跟鋼管相比其剛度小,容易成型,因此鋁片對鋼管的影響不大,實現(xiàn)起來比較容易。鋁片的繞制過程是由鋼管相對于繞頭的軸向進(jìn)給和鋼管沿自身軸線旋轉(zhuǎn)運動的合成,因為在鋼管的輸送機構(gòu)中,包括鋼管的純旋轉(zhuǎn)和純進(jìn)給兩條傳動路線。在設(shè)計中選用了一種特殊的行星輪系實現(xiàn)了管子軸向進(jìn)給和沿自身軸線回轉(zhuǎn)的合成。這種驅(qū)動輪系是在一個圓周上均勻分布三組完全相同的結(jié)構(gòu)的轉(zhuǎn)輪,驅(qū)動輪的表面帶有一種防滑材料,其目的就是增大驅(qū)動輪與鋼管之間的摩擦力,這樣更能有效的驅(qū)動鋼管進(jìn)行軸向運動。
生產(chǎn)的翹片管鋁片的螺距主要由主軸和小車的運行速度比實現(xiàn),通過對電機進(jìn)行不同轉(zhuǎn)速的調(diào)節(jié),實現(xiàn)翅片管螺距的無極調(diào)整,通過對繞片機校正裝置液壓缸的調(diào)整實現(xiàn)對不同管徑的加工。此數(shù)控鋁帶繞片機纏繞屬于環(huán)向纏繞即沿鋼管圓周方向的纏繞,纏繞原理如圖1所示。纏繞時,鋼管繞自身軸線作勻速轉(zhuǎn)動,小車在平行于鋼管軸線方向往復(fù)運動。鋼管每轉(zhuǎn)一周,小車移動一個螺距的寬度,按此循環(huán),直至鋁帶布滿鋼管表面為止,其纏繞角α一般在85°~90°之間。
設(shè)小車縱向移動的速度為v1(mm/s),鋼管的轉(zhuǎn)速為n3(r/s),則纏繞的鋁片螺距p=v1/n3,又因為n2=3.6n3,v1=πd n1,n1=120 n1,其中:n2為主軸電機的轉(zhuǎn)速,n3為鋼管的轉(zhuǎn)速,d為齒輪的分度圓直徑,n1為除去減速比后等價的小車電機轉(zhuǎn)速,n1為小車電機的轉(zhuǎn)速,主軸轉(zhuǎn)速比3.6∶1,小車電機到齒輪齒條機構(gòu)減速器的減速比為120∶1,因此:
p=v1/n3=3.6πdn1/120n2,即n1/n2=120p/3.6πd
計算纏繞長度為l時,可以計算出小車從左端移動到右端,小車電機轉(zhuǎn)過的角度:
ω1=(1/v1)n1`2π
=(l/πd n1)n1`2π
=240l/d
主軸電機轉(zhuǎn)過的角度:
ω2=(n2/)ω1
=2l n2/dn1`
=7.2π1/p
由于鋁帶的強度有限,小車在加速、減速的過程中容易出現(xiàn)斷帶的情況,這樣將嚴(yán)重影響生產(chǎn)的翹片管的質(zhì)量和加工效率,因此繞片機要具有良好的啟停特性,在此過程中需嚴(yán)格保證主軸和小車電機的速度比,無論是正常運行時的纏繞還是在加速、減速過程中,上述速度比關(guān)系應(yīng)嚴(yán)格保持不變,這樣才能保證生產(chǎn)的翹片管產(chǎn)品的質(zhì)量。
控制系統(tǒng)硬件組成
系統(tǒng)的硬件組成原理圖如圖2所示。控制系統(tǒng)采取主從式cpu結(jié)構(gòu),工控機與trio運動控制器結(jié)合形成一個功能強大的開放式數(shù)控系統(tǒng)。工控機作為上位機主要負(fù)責(zé)人機界面管理、工藝參數(shù)設(shè)定、數(shù)控程序編輯等功能,trio運動控制器負(fù)責(zé)機床的運動控制,另外還需要用plc來完成對液壓缸的邏輯控制。本數(shù)控系統(tǒng)支持用戶的進(jìn)一步開發(fā)和擴展,具有很好的開放性。
圖2 系統(tǒng)硬件原理圖
trio運動控制器
trio是一種功能非常強大的開放式運動控制器。選用的mc206采用trio高性能32位dsp技術(shù),具有4軸伺服或步進(jìn)功能的控制器,此外還有一個編碼器輸入軸,通過軟件配置各軸屬性,可以對四個伺服軸或四個步進(jìn)軸或二者的組合進(jìn)行控制。mc206的基本硬件配置包括:can總線通訊接口1個、數(shù)字量輸入通道8路、數(shù)字量輸入輸出雙向通道8路、模擬量輸入通道1路、伺服使能1個、伺服速度控制模擬量指令4路、差分式編碼器輸入一個、差分式編碼器/脈沖輸出4個、usb接口一個、串行口兩個。
trio控制器工作電源為24v直流電源,通過五孔連接器引入,當(dāng)用到數(shù)字量輸出的時候,必須單獨提供24v的i/o電源。筆者采用模擬量的連接方式連接trio mc206運動控制器與安川伺服驅(qū)動器,同時將驅(qū)動器設(shè)置為速度控制模式,安川編碼器分頻輸出的默認(rèn)方向與trio控制器方向相反,因此需要將其a相信號與trio控制器a相信號反接,控制器碼盤反饋的第五腳要和驅(qū)動器的sg引腳相連,以免損壞控制器。在mc206上配有和伺服放大器上servo_on相對應(yīng)的常開繼電器開關(guān),用作對伺服放大器的使能,在控制器上此功能只是一個開關(guān)的閉合,所以要把此開關(guān)和伺服電源串接到一起。此繼電器的開關(guān)還可由motion perfect中的drive enable按鈕或trio basic指令wdog=on/off來控制。
數(shù)控系統(tǒng)工作原理
控制系統(tǒng)以研華工控機和英國trio公司的mc206運動控制器為核心,實現(xiàn)對兩個伺服電機的協(xié)同控制。繞片機主軸電機采用安川三相伺服電機,用日本安川伺服驅(qū)動器驅(qū)動。對于主軸電機的速度,本系統(tǒng)采用了抗負(fù)載變化能力較大的閉環(huán)控制方式。運動控制器軸3接口的模擬量輸出作為伺服驅(qū)動器速度控制的輸入信號,在運動控制器開環(huán)控制狀態(tài)下設(shè)置模擬量電壓輸出值實現(xiàn)驅(qū)動器速度控制。旋轉(zhuǎn)編碼器完成主軸轉(zhuǎn)角和速度的檢測。驅(qū)動器采用速度控制方式,速度卡把編碼器采樣的信號一路作為驅(qū)動器輸入實現(xiàn)速度閉環(huán)控制,一路作為速度和位置信號輸入到控制器的編碼器接口4,實現(xiàn)了由一個編碼器完成速度閉環(huán)控制和主軸轉(zhuǎn)角位置采樣的功能。小車電機采用安川sgmgh-44aca61伺服電機完成精確定位,它沿鋁管軸向往復(fù)運動,按照繞片規(guī)律以一定的響應(yīng)速度和精度跟蹤主軸運動。軸0接口工作于伺服模式,完成小車伺服電機的閉環(huán)控制。主軸編碼器反饋接到mc206軸4接口,作為參考編碼器的輸入軸,為小車同步運動提供一個編碼器輸入。
控制系統(tǒng)軟件設(shè)計
·上位機管理軟件
控制系統(tǒng)的軟件包括上位機管理軟件和下位機控制軟件。上位機管理軟件主要完成系統(tǒng)配置、數(shù)控程序編輯、系統(tǒng)診斷和上下位機的通信功能等。該數(shù)控系統(tǒng)軟件利用windows內(nèi)部大量的api(application program interface)函數(shù)以及visual c 的mfc(microsoft fountain class)類庫,使用較成熟的visual c 6.0進(jìn)行開發(fā)調(diào)試和維護,利用面向?qū)ο蟮木幊趟枷耄远嗉壊藛螢橹黧w,輔以對話框工具欄快捷鍵等交互方式,依據(jù)用戶的需要定制良好的人機交互界面。為了方便在自動鋁帶繞片機安裝出現(xiàn)故障時調(diào)試程序,特意設(shè)計了手動、半自動和自動運行的功能,系統(tǒng)管理軟件流程如圖3所示。
圖3 系統(tǒng)管理軟件程序流程圖
工控機和mc206通過串口基于modbus協(xié)議完成工藝參數(shù)下載和機床狀態(tài)參數(shù)上傳顯示。modbus通訊采用主從方式的查詢機制,系統(tǒng)將工控機設(shè)為主站,mc206設(shè)為從站,只有主站發(fā)出查詢時,從站才能給出響應(yīng),從站不能主動發(fā)送數(shù)據(jù)。工作時工人選定待纏繞管件型號并將工藝文件下載后,進(jìn)入纏繞加工狀態(tài),此時所有運動和邏輯控制由mc206完成,從站僅響應(yīng)主站的查詢并上傳狀態(tài)數(shù)據(jù)。即使工控機由于某種原因出現(xiàn)故障或死機,也不會影響當(dāng)前鋁管的纏繞加工,從而提高了系統(tǒng)的穩(wěn)定性和控制的實時性。
·trio運動控制程序
繞片機加工控制工作狀態(tài)分為手動、半自動和自動三種狀態(tài)。手動狀態(tài)用于單獨控制液壓系統(tǒng)動作和小車的運動。半自動狀態(tài)下液壓系統(tǒng)和小車協(xié)調(diào)運動進(jìn)行纏繞,纏繞的長度和螺距由工人控制。自動工作狀態(tài)下可按工藝文件設(shè)定參數(shù)實現(xiàn)自動纏繞。此外控制程序還具有零點校正、自動零點、斷點纏繞和纏繞過程人工干預(yù)等功能。
trio程序是通過運行在pc機上的motion perfect軟件來進(jìn)行開發(fā)的,采用的是trio多任務(wù)類似basic語法格式進(jìn)行編寫的,通過運行在上位機上的motion perfect軟件將編制好的運動控制程序下載到mc206內(nèi)即可脫機運行。trio basic語言有三種不同類型的存儲變量:命名變量、vr()變量和table區(qū)變量。命名變量是局部變量,僅在定義它的任務(wù)內(nèi)有效。Vr()變量是可被多個任務(wù)共享的全局變量,它可用于任務(wù)間通訊,本程序用于存儲數(shù)控機床運行時的各種狀態(tài)參數(shù),其中包括:小車實際速度、主軸實際速度、小車最高速度、主軸最高速度、零點偏距、加減速長度、螺距、支撐缸狀態(tài)、鋼管長度、plc判斷等等。table區(qū)通常是用于存儲cam/cambox指令曲線的存儲區(qū),本程序用于存儲纏繞鋼管型號和螺距指標(biāo)的工藝文件。運行的用戶程序被稱為線程或任務(wù)。此編程語言可以開發(fā)出復(fù)雜的運動控制程序,具有響應(yīng)速度快、準(zhǔn)確度高、開發(fā)周期短、編程和操作簡單、使用方便的特點。
·plc程序
plc是選用歐姆龍公司生產(chǎn)的cj1m型,它采用模塊化結(jié)構(gòu),由4個輸入模塊,3個輸出模塊組成,共有64個輸入點,48個輸出點。本系統(tǒng)用plc主要控制液壓的電磁閥,進(jìn)而控制液壓缸活塞桿的伸縮,液壓部分的工作流程如圖4所示。
圖4 數(shù)控機床工作流程圖
此繞片機在纏繞的過程中,由于主軸轉(zhuǎn)速比較快,鋼管旋轉(zhuǎn)時會偏離主軸,將嚴(yán)重影響纏繞的翹片管的質(zhì)量,因此在纏繞的過程中需要限制鋼管的偏離運動,采用給支撐缸加蓋的方式來固定鋼管,開蓋和關(guān)蓋也是由液壓完成。小車在纏繞運行過程中碰到支撐缸前面的限位開關(guān)時,支撐缸開蓋,2秒鐘后支撐缸下降,下降到最低點后碰到限位開關(guān),plc將信號傳給控制器,如果控制器收到支撐缸到達(dá)最低點的信息后,小車將繼續(xù)纏繞,如果沒有收到此信息,小車將緊急停車,以免小車和支撐缸撞車。小車?yán)^續(xù)前進(jìn),當(dāng)碰到支撐缸后面的限位開關(guān)時,控制器發(fā)送信號給plc,plc收到此信息說明小車已經(jīng)安全通過此支撐缸,這時支撐缸上升,上升到接料位時,關(guān)蓋。以此類推,小車依次通過4個支撐缸,完成纏繞。plc和trio運動控制器的通訊是通過hostlink協(xié)議實現(xiàn)的。
結(jié) 語
采用pc和運動控制器的開放式數(shù)控系統(tǒng)方案,完成了自動鋁帶繞片機控制系統(tǒng)的管理功能和程序相關(guān)參數(shù)的設(shè)定,利用開發(fā)的用戶界面直觀的顯示系統(tǒng)狀態(tài),實現(xiàn)了參數(shù)一體化設(shè)計;在加工過程中檢測系統(tǒng)狀態(tài)實現(xiàn)了系統(tǒng)各個運動過程的平穩(wěn)性和安全性,當(dāng)檢測到各元件沒有運動到位時,系統(tǒng)暫停并響鈴報警,故障排除后系統(tǒng)繼續(xù)運行,實現(xiàn)了系統(tǒng)的故障自診斷。上位機程序可以根據(jù)用戶要求進(jìn)行定義和開發(fā),面向?qū)ο蟮目梢暬O(shè)計方法使得程序更加易于維護,界面更加友好。本項目在實際的應(yīng)用中不僅解決了繞片機半手工半機械化的操作方式問題,更重要的是能夠?qū)崿F(xiàn)同一機構(gòu)加工不同管徑,不同長度的翹片管,而且能夠?qū)崿F(xiàn)螺距的無級調(diào)整,同時也加強了鋁帶繞片機生產(chǎn)的自動控制功能,提高了控制精度,達(dá)到精確控制繞制速度,提高了生產(chǎn)效率。
下料電機 下料裝置 電控系統(tǒng) 縱向電機 進(jìn)給裝置 機頭 上料裝置 加工裝置 傳送裝置 變頻器 1 繞片電機 上料缸組 支撐缸組 新型自動鋁帶繞片機.本文主要介紹其自 動控制系統(tǒng)部分. 自動鋁帶繞片機主要由上料裝置,自 動傳送裝置,自動加工裝置和自動下料裝 置組成