
今天小編帶大家一起來看看雙動擠壓機的穿孔過程。在用實心鑄錠擠壓管材時,擠壓機必須實行穿孔擠壓,穿孔過程如下圖所示。
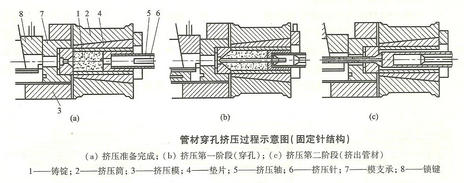
圖為雙動鋁材擠壓機中的穿孔擠壓原理示意圖
從圖中可以看出,用實心鑄錠擠壓管材,在擠出管材之前必須先用擠壓針進行穿孔。穿孔時擠壓針一般不涂潤滑劑或只涂一層較薄、較干的潤滑劑。如用60%~70%苯甲基硅油加30%~40%粉狀石墨的潤滑劑。在擠壓前可不清理擠壓針上所粘附的金屬屑。
用實心鑄錠穿孔擠壓可以簡化鑄錠鑄造工藝并減少錠坯的車削、搪孔工序,減少了幾何廢料。擠出管材內表面品質好,成品率高,尤其對較大直徑的軟合金拉伸管毛料效果更為明顯。一般內表面品質要求高的管材宜采用穿孔擠壓。穿孔擠壓還可減少粗晶環和縮尾等缺陷,提高組織、性能的均勻性。與組合模擠壓相比,所使用的工具和模具的設計、制造較簡單,使用壽命較長,而且產品無焊縫,適用作重要受力構件。
但是穿孔擠壓由于金屬向前流動,金屬與擠壓針之間產生的摩擦力很大(因針上沒有潤滑劑或潤滑劑很少),當鑄錠較長和擠壓溫度較低時,很容易把針拉斷,因此經常需要換針。擠壓大直徑管材時,由于管前端的實心堵頭太大,增加幾何廢料。另外在一般情況下,管材前端的偏心度較大。