
1.隔熱條的歷史
德國和意大利等國家對隔熱條產品已進行了40多年的探索,其開發出的高性能玻璃纖維增強尼龍66(PA66GF25)鋁型材門窗用隔熱條,各項性能指標達到了較高水平[1-3]。
我國對PA66GF25隔熱條的研究起步較晚。90年代中后期,國內廠家相繼開發了PVC和ABS等隔熱條并推廣使用。但由于以PVC和ABS等為基材的隔熱材料的性能與鋁合金不相匹配,特別是線膨脹系數、斷裂伸長率、耐熱和耐老化性能等指標,無法保證隔熱條與鋁合金結合后不會發生松脫現象和使用壽命,所以PVC和ABS等隔熱條近年來已被市場淘汰。
從2000年開始,德國泰諾風的PA66GF25隔熱條產品正式登陸中國,逐步形成對中國建筑隔熱保溫市場的壟斷。國內廠家由于整體裝備和技術的差距,只能選擇一些簡單的塑料傳統加工設備拼湊在一起進行生產,難以保證產品質量。
國內早期的PA66GF25隔熱條生產成型工藝主要采取“將PA66GF25熔融體放空、拉伸過模具、直接水冷成型”。此工藝的缺點是放空段熔融體進入模具時容易造成卡模具、斷條等現象,同時由于直接水冷造成產品表面粗糙,尺寸精度難以保證,油污現象明顯[4-7]。另外,由于放空段自離開擠出機到模具的這段距離,瞬間溫差大,尼龍66的結晶顆粒粗糙不均,進而造成產品的整體力學性能不佳。應用此工藝制造的產品在國內長期處于市場的低端位置,外企甚至放言“中國企業及其設備根本不可能做出高性能的PA66GF25隔熱條產品!”
經過數年的行業技術探索和積累[8-11],以南海易樂公司為代表的國內企業,通過生產技術的整體提升,相繼實現了高端隔熱條產品的生產。筆者以南海易樂公司實際生產經驗對高性能隔熱條制造過程中主要的問題提出幾點見解。
高性能隔熱條產品一般通過兩步工藝完成:a、玻纖增強尼龍66復合材料改性的雙螺桿造粒工藝;b、單螺桿擠壓成型工藝。
2.雙螺桿造粒工藝及影響
外國隔熱條生產企業通常直接選購已改性的高纖尼龍66母粒(50%GF),尼龍66,色母等助劑,按比例混合后直接通過單螺桿擠出機擠出成型。但是,由于成本及不同形狀隔熱條對復合材料加工流動性能的特殊要求,國內廠家傾向于自制隔熱條專用的玻纖增強尼龍66復合材料。
在雙螺桿造粒工藝中,其關鍵核心技術之一是:玻纖分散技術和螺桿螺紋組合。
1)玻纖的分散和長度對隔熱條產品的各項力學指標和表面質量影響比較顯著。因此,生產過程中除了擁有螺桿螺紋的剪切組合的優異分散效果之外,還需配以特定的偶聯劑,加強玻纖與基體樹脂的結合。見表1和圖1,a樣制品外表粗糙,玻纖有一定的外露;b、c樣品均加有偶聯劑,樣品表面光滑。
2)螺桿螺紋組合對各組份物料的分散和玻纖長度有重要的影響。各組分物料需要在加纖前(第五區加纖)得到比較好的塑化,以利于后續加纖的剪切;實驗結果顯示,粒料內玻纖長度控制在0.6~0.8mm,隔熱條的綜合力學性能較好。見表1和圖1,a樣品玻纖長度較大,c樣品長度較小,但兩種的拉伸強度都較低;b樣品的長度集中于0.6~0.8mm間,拉伸強度較好。
表1 玻纖長度及分布對隔熱條性能的影響
|
樣品 |
a |
b |
c |
|
偶聯劑處理 |
無 |
有 |
有 |
|
拉伸強度 /MPa |
66.1 |
81.5 |
64.7 |
|
制品表面質量 |
玻纖有一定外露,表面較粗糙 |
表面光滑 |
表面光滑 |
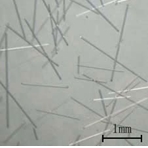
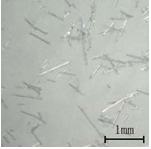
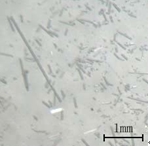
a b c
圖1 PA66/GF復合材料中GF的分散情況
3)通過喂料速度和螺桿主機轉速的相互配合,可以確定所造粒料玻纖含量。雙螺桿的溫區溫度設計整體上遵循從高到低的規則(即進料口高,出料口低),剪切區域溫度稍低,以利于無捻長纖的卷入和剪切分散,見表2。
表2 雙螺桿溫區工藝溫度設置
|
雙螺桿溫控 |
||||||||||
|
溫區 |
1區 |
2區 |
3區 |
4區 |
5區 |
6區 |
7區 |
8區 |
9區 |
10區 |
|
溫度°C |
255 |
268 |
268 |
256 |
250 |
240 |
233 |
233 |
240 |
245 |
3.單螺桿成型工藝及影響
單螺桿的擠出成型工藝亦是影響隔熱條產品質量的關鍵,國內外一般采用全自動連續化生產線來生產高性能隔熱條,此工藝對設備、模具、配套專用設備的整體性較高,以下分單螺桿、牽引設備、模具三部分進行介紹:
1) 單螺桿擠出工藝
①烘料溫度、時間對產品質量的影響
烘料情況對最終產品的外觀和性能有極大的影響。烘料溫度過低、烘料時間不足則殘余水分將嚴重影響PA66隔熱條的質量,如產品內部出現疏松的氣泡孔,強度急劇下降,表面花斑多,出現不同程度的浮纖、水紋等(見圖2d、e),嚴重時出現噴射現象,產品不能成型。烘料溫度過高、烘料時間過長,將會造成助劑性能失效和局部焦化,產品表現為脆性,強度下降,產品尺寸波動較大,表面銀紋嚴重、出現類燒焦的現象,出現碳化料堵塞口模、流道等。一般來說,烘料采用120℃,4小時左右為宜,另外要顧及所采用的PA66原材料及所選用助劑的性能而作綜合選擇。
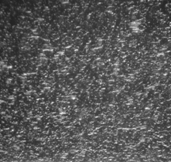
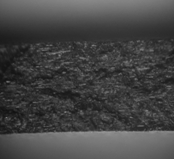
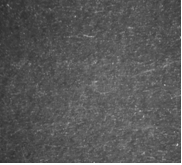
d (表面) e(截面) f(表面)
圖2 PA66/GF隔熱條表面及截面微觀情況
圖2中的d、e分別是劣質隔熱條表面及斷面圖片。可見到d表面較粗糙且出現玻纖白斑,從e截面的氣孔圖片可見到截面酥松并局部位置有大空隙的現象;f是優質隔熱條的表面,可見表面光滑且幾乎無浮纖現象。
②單螺桿塑化能力對產品質量的影響
為了提高隔熱條的產量,采用的模具基本上都是一模多孔擠出,這對單螺桿的供料能力(即塑化效率)提出了較高的要求。單螺桿的塑化能力主要由主機轉速和溫度控制,轉速越快,溫度越高,塑化能力越強。由于玻纖增強尼龍66復合材料熔體在低剪切速率條件下粘度高、流動性差,容易造成產品表面“浮纖”,同時由于玻纖增強尼龍66復合材料熔體粘度對溫度具有較高的敏感性,所以,隔熱條的擠出加工工藝要求較高螺桿轉速和加工溫度。
2) 牽引穩定工藝對產品質量的影響
生產高性能隔熱條時,由于采取的是一模多孔擠出的模具,而模具設計時很難達到每個口模出口的壓力完全一樣,導致同一套模具的各個定型模擠出的隔熱條有一定的速度差(每6米的切割周期出現偏差約為10~15cm),造成工藝不穩定廢品較多。此問題可通過控制牽引設備進行解決。
①牽引機位置
牽引機牽引皮帶部分必須與定型模的中心線在同一直線、同一水平面上,且牽引機與定型模之間的距離適中。因為在短距離內隔熱條有一定的剛性不易折彎,因此可利用牽引機起到一個速度補償,使各出口的隔熱條擠出速度趨向一致(即對擠出速度稍快的隔熱條施加反向力,對速度稍慢的施加正向力)。若牽引設備擺放過遠,則只能起到牽引的作用,不能控制擠出速度快慢一致,這是因為較長的隔熱條具有較好的柔韌性,容易彎曲。
②牽引速度
a、牽引速度快于擠出速度時,會使隔熱條的尺寸偏小,嚴重時會出現拉斷條。
b、若牽引慢于擠出速度,則隔熱條會在牽引機與定型模被折彎甚至被折斷。
c、若牽引機牽引速度產生波動,此波動會傳導到模具內,導致隔熱條產生尺寸的波動,同時產生白斑、波浪紋、銀紋甚至熔接痕。
通過上述牽引機位置和牽引速度的控制,依靠機械手牽引的隔熱條每6米的切割周期相差小于0.3cm,無需在包裝前再切割一次。同時,隔熱條的表面質量和性能指標優異。
3) 模具工藝
生產高性能隔熱條所采取的生產工藝與生產普通隔熱條的生產工藝有比較大的區別,其主要區別在定型模與口模的連接方式不一樣,造成了兩種隔熱條的冷卻形式有很大的不同。
使用生產高端條的模具進行生產時,由于生產速率低,為了提高產量及降低成本,一摸多孔的模具也因此應運而生。同時為了能穩定地進行生產,所設計的口模各個模孔的出口壓力必須在一個合理的范圍內,壓力相差越小生產越穩定。如何保證出料口的壓力均等是設計一模多孔高性能隔熱條擠出模具的核心技術之一。
由于高性能隔熱條生產涉及到眾多學科的技術和裝備配置,是一個復雜的有機整體,業界至今尚無完備的生產指導理論。筆者僅從雙螺桿造粒工藝、單螺桿成型工藝、牽引、模具等方面作了以上簡單的分析。表4是新工藝制備的隔熱條性能測試[12-13]。
表4 本司新工藝隔熱條技術性能指標
|
分 類 |
檢測項目 |
新工藝產品性能 |
試驗方法 |
|
材料基本性能 (標準狀態下測試) |
熱變形溫度℃ |
240 |
GB /T 1634 |
|
熱導率(導熱系數)W/m.k |
0.28 |
GB /T 10297 |
|
|
線膨脹系數K-1 |
3.3?10-5 |
GB /T 1036 |
|
|
沖擊強度(無缺口)KJ/m2 |
67.7 或不斷裂 |
GB /T 1043 |
|
|
產品基本性能 (標準狀態下測試) |
邵氏硬度 |
84 |
GB /T 2411 |
|
密度允許偏差g/cm3 |
1.29 |
GB /T 1033 |
|
|
拉伸強度(橫向)N/mm |
202 |
JG/T 174-2005 |
|
|
拉伸強度(縱向)MPa |
86.3 |
GB/T 1040 |
|
|
斷裂伸長率% |
4.4 |
GB/T 1040 |
|
|
拉伸彈性模量MPa |
4520 |
GB/T 1040 |
|
|
高溫性能(+90℃) |
抗拉強度(橫向)N/mm |
116 |
JG/T 174-2005 |
|
低溫性能(-30℃) |
抗拉強度(橫向)N/mm |
218 |
企標 |
|
沖擊強度(無缺口)KJ/m2 |
67.7 或不斷裂 |
GB /T 1043 |
|
|
耐水性能 |
抗拉強度(橫向)N/mm |
101 |
JG/T 174-2005 |
|
紫外老化(200h) |
抗拉強度(橫向)N/mm |
174 |
JG/T 174-2005 |
|
備注:1. 標準狀態是指室溫為23±2℃和相對濕度50%±5%的實驗室狀態。 2.材料性能指從原材料上取樣,按標準要求的試樣進行測試;產品性能指從成品隔熱條上直接取樣測試。 3.高溫、低溫、耐水和紫外老化性能中的抗拉強度(橫向)指標僅適用于I型條。 |
4. 結語
本文概述了國內隔熱條的發展歷程,同時對制備高性能隔熱條產品的工藝過程要點進行了分析和總結,指出了制造高性能國產隔熱條的關鍵要素和發展方向。
國產隔熱條的生產技術雖然取得長足的進步,但整體而言還需更進一步的探索和突破。筆者提出以下幾點國產隔熱條的發展方向:
1)整體裝備技術。迄今為止,國內企業尚未有專門的隔熱條生產設備,導致產品質量不穩定。
2)模具設計技術。國內隔熱條企業所用的模具的成型孔道及其冷卻回路的精細結構,跟外企成熟技術相比尚有較大的差距。
3)配方和工藝技術。需要開發新型的功能型助劑進一步提升產品的質量,開發新工藝以改善生產環節減少勞動強度。



