
1.0 介紹
自動閉環控制系統在金屬熱加工行業上的應用已經比較常見,可是在鋁擠壓工廠卻不多。直到最近幾年,市面上才出現此類自動控制系統,不過質量參差不齊,用戶褒貶不一。
過去的系統沒有充份考慮異常或者斷續的生產情況,達不到鋁擠壓所要求的可靠性和適應性。得益于近年來自動化技術的空前發展,成熟的新一代鋁擠壓反饋控制系統誕生了。這一系統非常容易適應生產中斷和生產變化,同時還因其簡雅的配置而更易被全行業接受。
包括早期的版本在內,溫度過程控制系統(TPC)已經在全世界安裝了超過43條生產線,在各種工況下,該系統保持了提高每條生產線10%-24%生產率的良好成績。最近加入的“最優操作準則”功能被證實讓擠壓機操作更為穩定;TPC系統是用生產配方來運行擠壓機的,“最優操作準則”加強了系統對擠壓機內置生產配方的分析和優化。在東賓夕法尼亞州的一個擠壓工廠告訴我們,他們安裝了TPC系統以后,總生產率提高了18%,這是他們至今為止公司做過的最好的投資。
不同的安裝條件下產生的結果是不同的,但是使用TPC系統最普遍的收益有以下幾點:
1 提升產品質量,表面光潔度更好,少瑕疵,少次品。
2 提高擠壓速度,典型地縮短了10%-24%的擠壓時間。這一改進不論在短期或是長期都是存在的。
3 穩定生產狀態,使用優化的生產配方進行生產,不受操作人員變換的影響。
4 減少擠壓機停車時間,實時的圖像查看和報警提醒操作者注意擠壓機上的異常情況。
5 多出的擠壓能力可以被充分利用到生產更多的訂單,使訂單計劃更具靈活性。
6 在有液氮冷卻模具的生產線上,TPC可以控制液氮流量,減少40%的液氮消耗。
2.0 鋁材擠壓過程的優化
2.1 實施最優操作準則
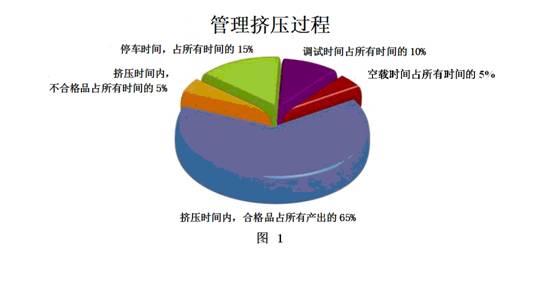
在如今激烈的全球市場環境中,鋁材擠壓廠要保持競爭力,必須要保證產品的高質量和生產的高效率。要實現這樣的目標,最基本的是要投入人力和技術來推動整個組織機構的改進。大多數的過程改進程序都配合使用“最優操作準則”,把提速、執行和管理的優化貫穿整個組織機構。如下圖1所示,實施“最優操作準則”,可以快速提高工廠的產出、質量和收益率。
最優操作準則程序的概念很簡單:定義和維持操作的標準,然后持續提高標準,實現持久的產量和質量收益。
實現這些目標最具挑戰性的地方就是開發一個靈活好用、細節完美的系統。早期設計的系統太過復雜而且可靠性差,現在有了先進的技術,使最優操作準則更健全、更便捷實用。
最有效的連續的過程優化程序,通過管理生產關鍵環節的最優操作準則的實施、優化和評估,實現持續穩定的最優操作。例如:
1 擠壓時間(典型的是65%):代表了最重要的提高的機會,因為這個時間,擠壓桿在擠壓鋁棒。通過定義和實施最優操作準則來控制主要的擠壓參數,就有可能把每天的擠壓生產控制得更穩定,并且增加循環生產次數和合格率來大幅的提高工廠的生產率和質量。
2 停車時間、調試時間和空載時間(典型的35%):三者合在一起代表了另一個顯著的提高的機會,這段時間擠壓機沒有生產。用一個更好的系統來跟蹤這些操作,就有可能給工程師提供更好的信息,來做出更好的決定,以保證過程的順暢和有更多的擠壓時間。
2.2 管理過程溫度
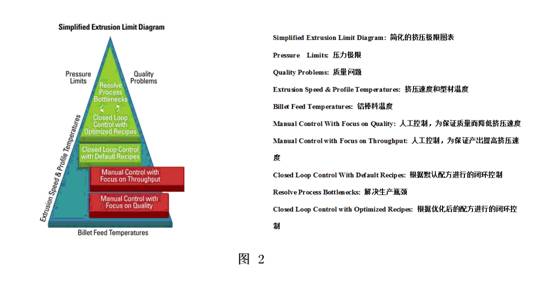
優化鋁型材擠壓生產的機會很多,但是最大的機會在于更好地管理和控制整個生產過程的溫度。如下圖2簡化的擠壓極限圖表,通過對鋁棒和擠壓機前梁出口溫度的精確控制使產量和品質得到優化。
傳統的人工控制過程溫度的方式對操作者的技術經驗要求很高。可惜的是,這樣的生產方式常常變成:要么為保證產品質量,而把擠壓速度控制在遠低于最佳水平的程度;要么為了最大化擠壓速度,而導致產品合格率下降。
有了溫度閉環控制系統,則可以在擠壓機上實施 “最優操作準則”,讓生產過程更有可預測性和穩定性。特別的,因為這個系統優化了鋁棒溫度,把型材的溫度控制在最大的范圍內,擠壓速度就可以相應大幅的提高,還不犧牲產品質量。這要求系統有如下的能力:
1 提供一個簡單的方法來定義、實施和評估每一個型材的最佳生產配方值。最優值會因擠壓機而異,因模具而異,因鋁棒材料而異,甚至還因模具副本的狀況而異。
2 自動補償因模具、盛錠筒、鋁棒和鋁型材溫度的變化而產生的變化,以避免在高擠壓速度下極易產生的質量問題。
3 自動補償生產過程中異常狀況下產生的問題,如加熱爐或者泵設備上的問題。
2.3 閉環溫度控制下無與倫比的表現
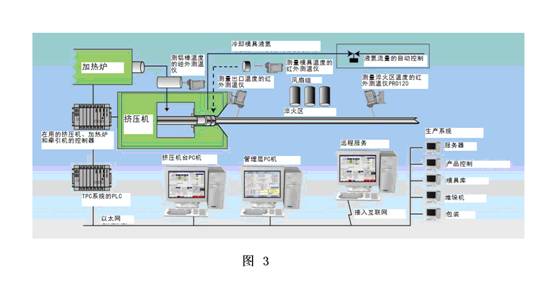
隨著技術的發展,鋁擠壓廠已經有能力使用系統來直接控制擠壓過程的溫度。威廉姆遜溫度過程控制系統(TPC)就是其中之一。這個系統內置一個配方數據庫,可以通過在線溫度反饋來控制擠壓生產。如圖3所示,TPC系統把紅外線測溫儀、PLC、計算機和SQL數據庫連接起來,并與工廠在用的控制器整合。另外,圖示化的界面讓操作者更容易回顧、執行和評估“最優操作準則”在每一個擠壓過程中的實施情況。
基于速度和壓力的控制系統,僅依靠溫度選擇合適的控制模式,與此不同,TPC系統使用實時的溫度輸入來控制生產,并能在擠壓狀態大幅度變動的時候,仍使擠壓過程遵循最優操作準則。詳細的TPC控制內容包括:
1 自動調節擠壓速度,使型材在擠壓機前梁出口保持最佳溫度。如圖2所示,這一溫度對確保最佳擠壓速度和質量是決定性的。
2 自動調節鋁棒加熱爐的溫度設定值,來優化鋁棒溫度和擠壓突破時間,使擠壓壓力和速度最大化。
3 高級選項包括自動控制梯度加熱爐系統,淬火系統和液氮冷卻系統
TPC的柔性設計使它非常便于組態并可與多種控制系統兼容。例如,TPC的PLC模塊可以通過模擬信號與較老型號的擠壓控制系統連接,也可以通過PLC的網絡接口與較新型號的擠壓機控制系統通訊。另外,TPC模塊化的軟件設計讓它與現有的擠壓機、加熱爐和牽引機的控制器可以很容易的整合起來。因此,當現場準備工作完成后,只要一周時間就可完成整個TPC系統的安裝、調試和培訓,并且幾乎不需要停車。
現場的前期準備(大約4周時間完成)
1、確定項目負責人——(管理層、IT部、工藝專家和第一聯絡人)
2、制作詳細的安裝計劃
3、開發配方數據庫的詳細規范,該配方定義了擠壓生產的最優操作準則
4、根據基本信息建立配方數據庫
5、安裝系統硬件,完成PLC和傳感器接線。
系統組態和測試(大約1周完成)
1、完成系統硬件的裝配和測試
2、完成應用軟件的安裝與測試
3、進行系統測試
4、完成操作培訓
3.0 一個簡單的實施最優操作準則的方法
3.1高效地管理,持續地改善
TPC控制系統的基礎就是配方數據庫,它是對擠壓機最優操作準則進行系統、科學的定義、執行和評估的途徑(如圖4)。在安裝系統時,配方數據庫都經過評估和調試,來適應相應的一臺擠壓機的綜合過程參數設置(見表1)。默認配方是根據模具副本設置的,作為配方優化的基礎。因為有了默認的配方,可以注意到,TPC系統控制下的擠壓生產過程,比人工控制的有顯著的改善,生產過程也變得非常穩定,不受操作者變化的影響。配方的參數在每一個模具生產過程中是不斷優化的,這也更進一步的提高了產量,保證了品質。
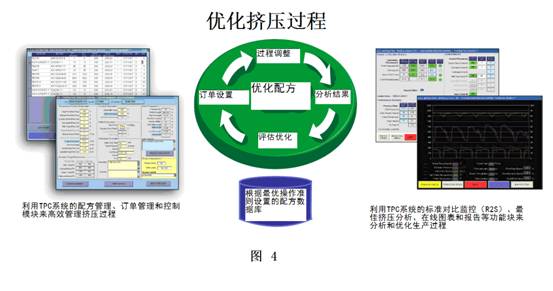
如圖4所示,TPC系統輕松地將最優操作準則與日常的擠壓機操作融合在一起。重要的功能包括:
1 配方管理:讓操作者更容易定義和保存某模具所對應的獨有的綜合操作參數,讓優化的結果一致連貫。
2 訂單管理:根據訂單的確切規格可順利生成詳細的生產配方,在擠壓機上管理群訂單。
3 控制模塊:利用實時的溫度反饋,進行鋁棒溫度和型材前梁出口溫度的自動閉環控制,任何操作者在擠壓機工作狀態大幅變化的情況下,都能得到最優的生產結果。
4 標準對比監控(R2S)、最佳擠壓分析、在線圖表和報告:提供了實際生產條件下詳細的信息,便于分析和調節配方參數來提高產量。這些新的配方參數將被儲存在配方數據庫里,在未來新訂單上使用。
表 1
|
TPC最優操作準則范例 |
|
|
主要過程參數 |
主要性能指標 |
|
鋁棒預設溫度 實際鋁棒料溫度 型材目標溫度 平均型材溫度 最小淬火率 平均淬火率 模具溫度
|
平均擠壓桿/擠壓速度 成品率 生產率 型材溫度附和程度 標準對比附和程度
|
為快速推動擠壓過程改進,首先要優化生產最多的型材的配方。有了TPC系統,可以很簡單地實現以下目標:
1 在保證型材質量的同時,逐步提高型材的擠壓速度,系統地控制型材目標溫度。
2 利用最優擠壓分析功能模塊來評估和升級配方的最優參數。這一功能自動保存了每一個模具排在前五位的表現最好時的生產參數。這也便于評估平均擠壓桿速度、每個訂單的成品率和保存新配方到TPC數據庫。
要使TPC系統推動型材質量的改善,還要綜合考慮表面光潔度、尺寸公差或金相屬性,所以要根據每一個模具的特殊情況來控制生產過程。潛在的過程限制包括:
1 模具的設計
2 加熱爐的加熱能力
3 擠壓機速度或壓力的最大值
4 冷卻和搬運系統的能力
5 鋁棒或者型材的溫度上限
6 為達到金屬屬性而要求的淬火率
利用TPC配方管理模塊,我們可以鎖定和追蹤系統優化后的配方。管理層可據此做出更改設備或者工藝的決定。例如,如果大量配方因加熱爐的能力有限而被鎖定,TPC的報告就會提示一個購置新加熱爐方案,來解決這一瓶頸。如果這一限制被解除了,配方可以更進一步的得到優化。
3.2 高效分析和優化擠壓過程
3.2.1 標準對比監控(R2S)
TPC系統包括很多先進的工具和報告,可以很輕松地分析和優化配方,確定過程瓶頸,實施過程改進,從而把生產過程提高到一個新的水平。如圖5所示,標準對比監控給操作者提供一個直觀的擠壓機表現示圖,自動對比實際操作和標準操作的主要數據。R2S監控也包括狀態燈和反饋與標準差異的統計數據。例如,如果配方被優化及鎖定了,R2S監控的訂單狀態欄就會根據每個鋁棒的生產狀況有以下的顯示:

1 綠燈表示過程參數在最優操作準則的標準范圍內,紅燈表示過程值超出了標準范圍。
2 系統自動計算并顯示每一個參數的狀態,計算和顯示綠燈數量占整個參照數的比例。
3.2.2 其他用于分析生產的功能模塊
1 最佳擠壓分析:某模具編號下的擠壓生產中,擠壓桿平均速度和成品率這兩個指標最好的五個配方被自動記錄下來,操作者可以參考這些記錄,快速地分析和更新每個配方的最佳值。
2 在線圖示:提供直觀的現場生產趨勢圖和產出情況
3 報告模塊:收集重要數據促進生產全過程的持續改善。數據可以根據鋁棒、訂單、換班、模具或日期來提取。數據可以用excel表格軟件或其他軟件來分析和排列,非常簡便。
4 在線報警:當擠壓機發生異常的時候,系統會跳出文本信息,提示出錯,幫助操作者發現問題。
5 高級報告功能:提供極為寶貴的信息,有助于管理者在改善擠壓生產的其它環節時做出明智的決定,這些特別的環節有:
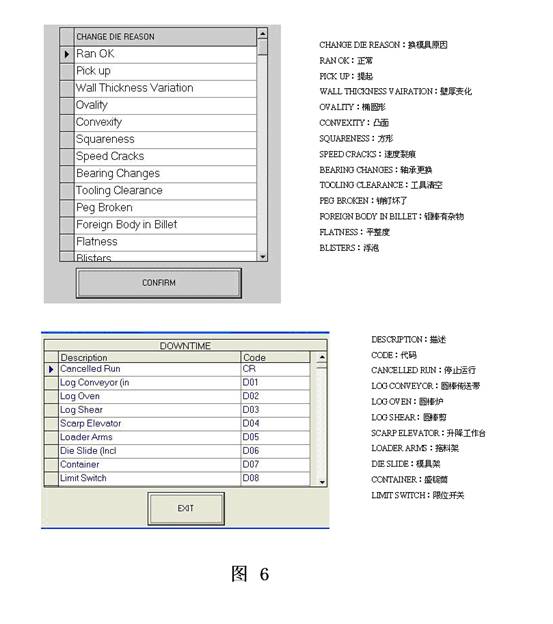
6 模具更換監測:每一次更換模具的時候,操作者都必須在提示窗口里選擇更換模具的原因。默認的選項是“正常更換”,模具更換的原因列表還可以自定義。(如圖6)
7 停車監測:有一個計時器會在擠壓機停止時間過長時跳出來(典型的是每擠壓完后2分鐘)。操作者可以選擇一個自定義的原因表來說明停車原因(見表6),系統則會自動記錄下停車的精確時間和時長。
8 過程監控:如果在使用一個被鎖定的配方生產,有一個可定制的開關來打開標準對比監控數據。當過程表現低于開關的限制,它會激活一個彈出的窗口,帶有一個可客戶定制的控制代碼,隨著事件被記錄下來。
4.0 用于改善過程控制的自動化閉環系統的設計
4.1 基于溫度的創新閉環控制系統的設計
依賴TPC系統先進的閉環控制能力,每條生產線上的每位操作人員都能保證擠壓生產始終遵守最優操作準則。產生如此突破性進展的關鍵,是系統獨一無二的快速簡單的適應各種擠壓操作條件的能力。與基于速度和壓力的控制系統不同,TPC使用實時溫度和自我學習的架構來控制擠壓機生產,實現全生產過程的協調,維持最佳狀態。
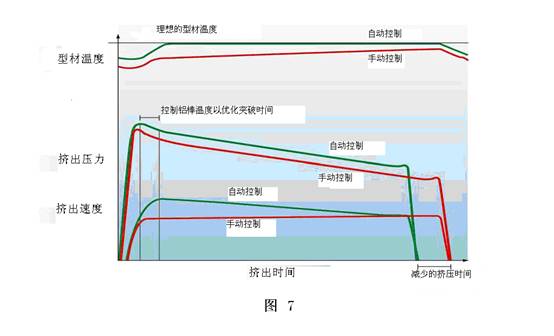
如圖表7所示,TPC系統是一個真正的基于溫度的控制系統,它自動并精確地調整過程參數配方值,從而縮短擠壓時間,保持質量穩定。其調控功能主要包括以下幾個方面:
1 鋁棒溫度控制:坯料加熱爐末區的溫度設定點被附加一個偏移量后自動調整,從而優化擠壓突破時間,并使峰值壓力最大化。
2 棒溫梯度控制:用兩個溫度設定點的調整來控制料棒的梯度加熱,從而保證前梁出口溫度在等速擠壓時也能達到最佳。
3 動態速度控制:在擠壓過程中,擠壓機的速度能夠以一個偏移量不斷進行調整以保持最佳的型材溫度。
4 步進速度控制:一個“通過學習得到的”速度偏移量將被加到每塊坯料的初始速度。加到全過程的速度偏移總量等于動態偏移量加上步進速度偏移量之和。
4.2 各種動態工況下的補償
擠壓過程是一個動態的升溫過程,其內部各要素相互關聯、錯綜復雜,需要連續調節以保證每根鋁棒的產出都能達到最優品質。TPC系統可同時連續調節所有需要調整的參數,操作者無需成為熱管理專家也能輕松完成擠壓過程的優化。此外,TPC系統還包含很多“故障安全防護”功能,它能夠識別出一些異常工況,而在這些工況下為保證質量和生產安全,不會采用更多極端的調節。這些功能包括:
1 操作限制:用于限制可通過TPC系統進行的過程調整操作。當中就包括鋁棒溫度偏移量也就是動態及步進速度偏移量的調控限制。
2 發射率和溫度限制:被用于核實控制調節發生前輸入系統的溫度。一旦測得的發射率和溫度超出了合理的極限,系統就會自動停止進一步的調整。
3 系統診斷程序:負責網絡監控,并且會在PLC或者TPC各操作系統之間通訊中斷的情況下,自動將系統由自動模式切換至手動模式。
正如以下列表所示,每一根擠出的鋁棒都會受到多個過程變量的影響。使用“訂單管理”程序模塊,系統可輕易設置一個細化的配方來為每一個訂單確定最優操作準則。接下來則是由TPC控制模塊來保證最優生產狀態。以下幾個因素會對優化效果產生影響:
1 模具溫度:模具加熱爐和模具調度的管理必須保證模具溫度遠高于規定的最低值。
2 最佳鋁棒溫度設定點:棒溫設定點既要足夠低以充份提高擠壓能力,又要足夠高以符合金相的要求。擠壓突破時間和峰值壓力可作為優化鋁棒溫度的兩個指標。
3 精確且可重復的鋁棒喂料溫度:由于鋁棒加熱爐的接觸式溫度探頭精確度不高,實際的鋁棒溫度會產生明顯的偏差。遲鈍的探頭讀數低導致鋁棒溫度高于鋁棒的設定點的溫度,而當探頭受到加熱爐內火焰干擾讀數偏高時又會導致鋁棒的實際溫度比設定點低。
4 鋁棒加熱的均勻度:盡管鋁棒整體都將獲得迅速加熱,但一些情況經常致使鋁棒受熱不均。最糟時,當加熱爐閘門或者加熱裝置出現機械故障,或是鋁棒長度與加熱區的長度不匹配的時候,棒溫最終有可能會變成倒梯度。
5 最佳梯度加熱:如果加熱爐有梯度加熱的能力,這時候,重要的是要保證在進入擠壓機時,鋁棒仍保持在最佳溫度梯度。
6 最佳型材溫度設定點:型材最佳的目標溫度會因模具、模具副本與合金的變化而不同。如同圖2所示,擠壓機出口溫度越高擠壓速度越快,但由于表面光潔度差,氣泡,或是可能出現尺寸公差等問題,其質量風險也會相應增大。
7 等溫控制:這一功能可在單次擠壓中保持型材溫度恒定。理想狀態下,型材能夠迅速到達目標溫度,并保持這一溫度不超。穩定該溫度產一個重要因素就是鋁棒溫度的連續性和均勻度。
8 淬火率高于最低目標值:為了實現特別的機械性能,型材必須升至目標溫度,隨后快速冷卻以獲得令人滿意的拉伸屬性。針對不同的型材,必須確定最低冷卻速率來保證獲得其特定的機械性能。
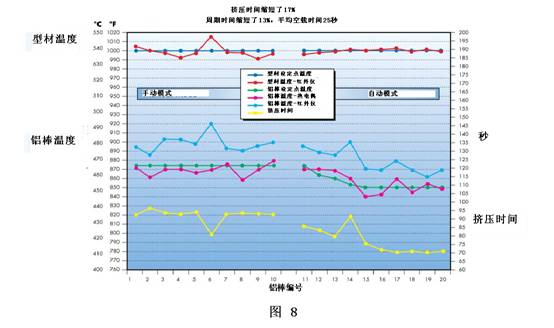
生產正常運行的關鍵是配方數據庫里的最優操作準則,而TPC模塊是生產正常運行的保障。為了闡明TPC系統管理擠壓生產的流程,圖8將手動控制加工的10根鋁棒(棒號1 – 10)與TPC系統自動控制下加工的10根鋁棒(棒號11 – 20)進行了比較。為了強調一些重要的功能,每根鋁棒的下述參數都被跟蹤記錄下來:
1 對比型材設定點溫度和實際溫度,以檢驗是否達到擠壓速度和質量的最佳平衡點。
2 對比鋁棒溫度設定點、由爐內熱電偶測得的棒溫、以及由爐外非接觸式測溫儀測得的棒溫,可以看出,保持穩定的鋁棒喂料溫度的難度不小。
3 每根鋁棒的擠壓時間都被記錄。
在這個例子中,TPC系統自動控制下的擠壓總時間被縮短了17%,而最佳型材溫度則始終維持恒定,以確保產品質量。以下是關于測試數據的一些要點:
1. 通過自動調整擠壓速度使擠壓機前梁出口的型材維持在最佳溫度后,擠壓時間立刻縮短了8-10秒(見鋁棒11-13)。
2. 通過自動降低加熱爐內的鋁棒溫度設定點,鋁棒喂料溫度降低,突破時間得到優化,峰值壓力也達到最大。這就額外縮短了13秒的擠壓時間(見鋁棒15-20)。
3. 鋁棒6和13顯示了系統如何為保證產品質量,自動調整以適應不同的鋁棒喂料溫度。在6號鋁棒處,操作員并未手動調節擠壓速度以適應溫度更高的鋁棒,結果導致型材溫度超出了最佳目標溫度。與此同時在13號鋁棒處,TPC系統自動降低了擠壓速度以保持最佳型材溫度。根據6號鋁棒的溫度超出程度,這根型材很有可能報廢。而13號鋁棒的擠壓速度則得到了自動降低,從而確保了質量。
4.3 更精確可靠的溫度測量
TPC系統成功運行的一個基本前提是:由紅外測溫儀輸入的溫度信號精確可靠。這也是在擠壓過程中連續有效進行熱管理的關鍵。結合了微處理器和紅外技術的最高成果,威廉姆遜的PRO系列多波長傳感器可在各種各樣的工業狀況下精確測量鋁的溫度。
憑借其先進的技術,PRO120已經證明在鋁擠壓溫度測量上更精確可靠。這些多波長的傳感器使用ESP算法計算出鋁的準確溫度和發射率,在計算時還要考慮紅外能量、發射率和波長。ESP算法是一個以計算機為基礎的經驗模型,針對鋁擠壓過程的各種測溫應用,經過大量的在線試驗和離線模擬開發出來的。所以對大多常用合金、不同的型材形狀以及鋁表面的氧化狀態,PRO可精確測量其溫度,無須現場標定。
為什么說PRO120是完美的鋁擠壓測溫儀表呢?
1 自動補償鋁的復雜的發射率特性
2 實時測量鋁的溫度和發射率
3 自動對準小的、晃動的型材
4 能夠補償臟污鏡頭、煙氣和水汽對測溫結果的影響
5 適應苛刻的工業環境
6 一種型號滿足鋁擠壓的所有應用(棒溫、擠壓出口溫度、淬火溫度)
鋁材擠壓應用給紅外測溫儀表提出了許多獨特的挑戰。好在隨著技術的升級,我們有能力提供一個精確的溫度測量,來幫助嚴格的控制生產過程,實現產品質量和過程的優化。

5.0 總結-最佳實踐之路
自動化系統的高效性已被證實,它技術可靠,能大幅提高生產效率、提升產品質量。最新的自動控制技術使 “最優操作準則”在鋁材擠壓生產中得以實施,實現了生產的連貫性,不受操作者換班的影響。本文詳細敘述了一個創新的自動控制系統,這個系統可以優化鋁擠壓生產過程。它能提供現場數據,表明自動化控制帶來的卓越收益。同時,它也可以提供最佳溫度管理的評估報告,為生產制定計劃,持續地優化生產過程。
盡管使用紅外測溫儀監測擠壓過程在鋁擠壓行業已經十分普遍,但借助連續的溫度反饋信號優化擠壓生產過程的做法卻依然少見。結果導致全球范圍內的鋁制品企業仍舊只關注不同操作員和不同班次之間的延續性,而操作員個人受到獎勵和批評的依據也都是他們日常的生產效率水平。作為提供穩定性和生產效率提升的一種有效途徑,鋁擠壓行業中的大部分企業都已經轉向“最優操作準則”。但是,在缺少自動化系統參與的情況下,要通過達到“最優操作準則”來獲得企業成功已經被證明是異常困難和耗時的。而將“最優操作準則”與溫度反饋自動操控系統有效結合的Williamson TPC系統,正是能同時滿足穩定性和生產效率兩大需求的最佳選擇。
TPC系統的效果已經得到驗證,因為它將與管理和質量相關的“最優操作準則”與簡便、創新且有效的反饋自動操控系統及其他鋁擠壓流程優化的配套設備相結合。反饋控制系統與“最優操作準則”模型的創新性結合為持續的流程標準化和優化進程提供了無縫對接且直接有效的手段。類似的系統在幾年之前或許還讓人無法想象,可如今,紅外測溫儀和鋁擠壓過程中的反饋控制系統的成熟應用,加之“最優操作準則”的革命性發展,已經使自動化反饋操控系統的應用變得簡單易行。當今的市場環境更讓這樣的系統變得不可或缺。
(譯文由深圳市金瑞達實業有限公司提供)

