
某些鋁擠壓型材在擠壓及熱處理后,在其周邊出現一層粗大晶粒組織,通常稱為粗晶環。粗晶環是鋁合金鋁擠壓型材中的主要缺陷之一,當斷面形成相當大部分的粗晶區域時,材料的力學性能、疲勞強度顯著降低,造成鋁擠壓型材的報廢。國內外研究學者通過大量的實驗對粗晶環的機理進行了有益研究,但是目前尚未形成統一的看法,行業內較為認同的觀點是根據粗晶環的出現時間,將其分為兩類,第一類是擠壓過程中出現的粗晶環,第二類是鋁擠壓型材在熱處理過程中出現的粗晶環[1-3]。

圖1 鋁棒材上的粗晶環
1.粗晶環的分布規律
據統計,粗晶環在鋁型材上的大概分布規律為:(1)鋁擠壓型材長度方向上的分布是前端薄后端厚,呈內徑有錐度的管狀,粗晶區和細晶區有明顯的分界線,嚴重情況下會在全斷面出現粗晶組織;(2)用單孔模擠壓的鋁合金棒材,經淬火后粗晶區域均勻地分布在周邊。多孔模擠壓的棒材,經淬火后粗晶區域在棒材周邊的一部分呈月牙狀。模孔數少,月牙形粗晶環較長,模孔數多,則月牙形粗晶環短;(3)擠壓空心型材時,易出現在型材空心部分四周的表面上。外表面更明顯;壁厚較大處,粗晶環的厚度也較大;(4)在鋁擠壓型材的尾端常帶有部分粗晶環進入制品的中心區。
2.粗晶環的形成機理
2.1 擠壓過程中金屬剪切變形的結果
某些類似于純鋁的金屬再結晶溫度較低的合金,可在擠壓溫度下發生完全再結晶。由于模子形狀約束與坯料和擠壓筒壁之間的劇烈摩擦作用造成金屬流動不均勻,外層金屬流動滯后于內層金屬(如圖2所示),在摩擦力和附加應力作用下外層金屬所承受的變形程度比內層大,晶粒受到嚴重的剪切變形,晶粒和晶界化合物遭到嚴重破壞,晶粒內部和晶粒間積累較高的畸變能,從而使外層金屬再結晶溫度低,容易發生再結晶并長大,形成粗晶組織。有的學者指出,制品周邊層的完全再結晶溫度比中心部分的要低35℃左右[4]。由于擠壓不均勻變形是絕對的,所以任何一種鋁擠壓型材均有出現第一類粗晶環的傾向。
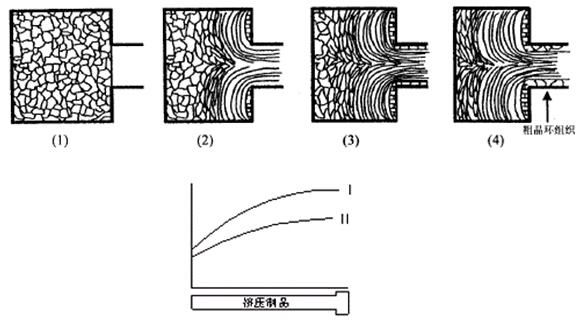
圖2 鋁擠壓時粗晶環的生長示意圖[5]
Ⅰ-內層金屬流動速度,Ⅱ-外層金屬流動速度
2.2 錳元素的作用結果關于錳元素在擠壓中對粗晶環形成的作用眾說紛紜,一部分研究專家認為錳對擠壓中粗晶環的抑制起積極作用。錳與鉻等元素因為溶于鋁合金中能提高再結晶溫度,其形成的MnAl6、CrAl7和Mg2Si等化合物可阻止再結晶晶粒的長大,擠壓時,由于模具幾何約束與強烈的摩擦作用,使外層金屬滯后于內層。外層金屬內形成很大的應力梯度和附加應力狀態,因此促進了含Mn的第二相粒子在位錯密集處析出,使固溶體的再結晶溫度降低,產生一次再結晶,但因第二相由晶內析出后呈彌散質點分布在晶界上,阻礙了晶粒的聚集長大。因此,在擠壓后鋁合金制品外層呈現細晶組織。在后續的淬火加熱時,由于溫度高,析出的第二相質點又重溶,使阻礙晶粒長大的作用消失,在這種情況下,一次再結晶的一些晶粒開始吞并周圍晶粒迅速長大,形成粗晶環。資料介紹[6],2A12合金中的Mn含量(質量分數)為0.2%~0.6%時,鋁擠壓型材在淬火后易形成粗晶環,而當2A12合金中的Mn含量(質量分數)提高到0.8%~0.9%時,可以完全消除粗晶環的產生。
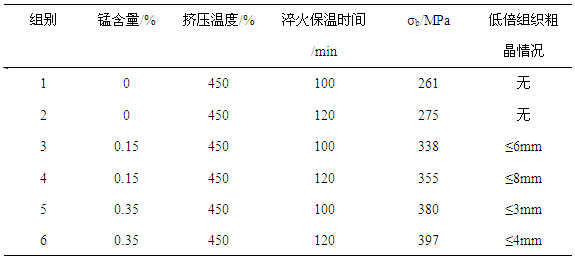
也有研究人員通過實驗表明錳元素的加入是導致的粗晶環的主要影響因素。以6A02鋁合金為例(如表1),6A02鋁合金中主要的第二相是Mg2Si和MnAl6等,Mg2Si的溶入使晶格常數增大,MnAl6的溶入使晶格常數減少,而Mn在合金中的溶解度很小,只有在640℃以上才能大量溶入,在500℃以上才較多地析出。在不含Mn的情況下,Mg2Si彌散相在加熱到較低溫度時就會溶解,這時個別的再結晶晶核尚未來得及生長,而大量生長是在更均一的條件下進行的,因而獲得的組織也比較均勻。
而在含Mn的情況下,隨Mn含量的增加,提高了合金的再結晶溫度,降低了合金的再結晶程度,為了得到完全的單相固溶體,淬火前加熱溫度高,時間長,彌散相的溶解和再結晶晶粒開始大量生長都是在高溫下進行的,同時,不受彌散微粒包圍的個別晶核來得及生長,在趨向于二次再結晶的、大小不同的晶粒組織內,新晶粒開始生長,低倍出現了粗晶環。
表1 不同錳含量的6A02鋁合金的低倍情況[7]
對于錳元素對鋁擠壓型材的粗晶環形成是起抑制作用還是促進作用國內大量科研工作者對此做了大量的研究,盡管各有分歧,但比較集中的觀點是鋁合金晶粒組織的產生與錳元素的含量和分布有關,在不含或者含極其少量的過渡族元素的鋁合金中不形成粗晶環,錳元素能提高再結晶溫度,不含錳的時候彌散相在加熱到較低溫度時就會溶解,能有效降低第二類粗晶環的產生,但錳的加入有助于提高合金的強度,往往由于產品的性能需要,大部分合金中都會添加一定量的錳。
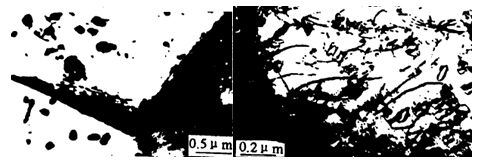
當錳含量在0.2%~0.6%時,出現粗晶環的厚度最大,繼續增加錳含量時,粗晶環減少乃至消失,研究表明[8],LY12合金中錳含量由0.4增加到0.8,粗晶環深度可由4~5毫米減少到零。當金屬中的過渡族元素含量不多時,由于錳本身的擴散系數低,形成的第二相不均勻分布,如圖3同一試樣粗晶區和基體區第二相粒子的分布圖上所示,明顯可見兩區的第二相分布不同,粗晶區第二相粒子大而疏,基體的粒子細而密。即使是鑄錠經過均勻化處理也難以使得錳在整個枝晶面上達到均衡。往往是在一部分固溶體(枝晶外圍區域)中有大量的金屬間化合物彌散微粒析出,而在另一部分(枝晶中心區)只有少量的或者根本沒有析出物。因此在熱處理加熱時,析出物多的部分第二相較為均勻分布在晶內和晶界,晶界上的第二相粒子“釘扎”晶界(如圖4),阻止晶界的遷移,抑制晶粒粗化。而析出物少的部位形成少量再結晶核心,第二相粒子不是彌散分布在晶界上,而是大部分聚集成團,對晶界不起“釘扎”作用,從而晶粒在沒有阻力的情況下迅速長大,并吞并周圍的變形機體以及不形成再結晶核心的大量金屬間化合物彌散微粒的區域,從而導致出現粗大的晶粒組織。例如,在含0.56%Mn的合金中,在500℃加熱時出現粗晶環,而在含1.38%Mn的合金中,則在高達560℃下才出現粗晶環[9]。這是由于含錳量的增加,在合金中保持相應濃度的MnAl6質點的溫度較高,改變了晶核劇烈長大的溫度。于是可以理解為,合金中含錳量的增加不可避免粗晶環的形成,而只是提高了其形成溫度。若保持淬火加熱溫度不變,則可通過增加錳含量來防止粗晶環的生成。

a粗晶區 b基體區
圖3 淬火后粗晶區和基體區第二相粒子的大小和分布(TEM)[10]
a粗晶區 b基體區
圖4 第二相粒子的“釘扎”作用(TEM)[10]
2.3 粗晶環是一次再結晶的結果在淬火加熱階段彌散質點重溶,為晶粒的二次再結晶創造了條件,這被認為是粗晶環形成的主要機理之一。但是七十年代許多科學工作者改變了這種觀點,認為對于在二次再結晶時,個別晶粒是從再結晶的小晶粒基體長大的,其晶界是很曲折的,在其內部還可能留有沒有被吞食掉的小晶粒,具有和長大的晶粒接近的位向,但在粗晶環中,大晶粒的晶界是直的,長大時晶界從曲率中心向外移動,這是一次再結晶所特有的。
文獻[11]也對純鋁進行了擠壓棒材試驗,發現沒有第二相質點的溶解,但也都形成了粗晶環。雖然過去很多資料都證明了在淬火時,伴隨著彌散質點的溶解,邊部比中心強烈,事實證明了它不是形成粗晶環的原因。第二相質點的重溶,只能說是減少了位錯的釘扎作用,降低了晶界移動阻力,為晶粒長大創造了條件,是影響粗晶環的主要因素之一。
在一般生產條件下,都是淬火后形成粗晶環。在擠壓過程中,變形、回復、再結晶幾乎是同時發生,因此即使是再結晶的晶粒有可能重新發生塑性變形,在晶粒內部位錯發生運動、纏結,同時金屬在模孔處受到少量變形,也只能說明在鋁擠壓型材內存在殘余物理變形,儲存著畸變能,為晶粒的長大提供驅動力。
瑞典有專家指出,粗晶環的形成不是一般的再結晶,是由于所謂的聚集再結晶[12](再結晶晶粒加熱時的連續長大,從棒材中低變形程度的中心區到高變形程度的邊緣逐漸長大)之故,所以說無論是鋁擠壓型材后形成的粗晶環,還是淬火后形成的粗晶環,都是由一次再結晶后正常長大形成的結果。
3.減少粗晶環的工藝措施
3.1 采用潤滑擠壓
由上述知擠壓過程中的不均勻變形是由于摩擦致起,潤滑擠壓能降低變形金屬和擠壓筒內壁間的劇烈摩擦,減小晶粒破碎程度。使鋁擠壓型材在后續的淬火、保溫、冷卻各個過程中,晶粒不易長大,可以減少粗晶環區尺寸。不過,必須指出的是,潤滑擠壓可致使油污壓入制品表面,降低成品率。
3.2 采用反擠壓
正擠壓時,一般需要30%左右的擠壓力來克服摩擦,而反擠壓時,金屬流動方向與擠壓軸的運動方向相反,擠壓筒內金屬與筒壁之間無相對運動,故無摩擦。變形只發生在模子附近,內外層金屬流速差小,大幅度地降低了擠壓過程中的不均勻變形,減少了擠壓過程中晶粒和晶界的破壞,是有效地消除第一類粗晶環產生的重要手段之一。
3.3 鑄錠均勻化退火處理
由上述錳元素對粗晶環形成的作用機理知,第二相粒子的分布在擠壓過程中的金屬再結晶過程起重要作用,在擠壓前采用均勻化處理可以最大化的使鑄錠中的Mg2Si和MnAl6第二相均衡分布,可以有效阻礙晶粒的長大。對6061合金鑄錠采用整根均質處理,均勻化制度采用均質溫度530~550℃,保溫3小時,均勻化后進行強制冷卻,可以使Mg2Si和MnAl6等第二相充分溶解及均衡,阻礙晶粒的長大,減少粗晶環的產生,獲得較好的效果。
3.4 采用合理的擠壓速度和擠壓溫度
擠壓速度較低時,金屬流動速度慢,隨著擠壓速度加快,金屬的流動速度加快,金屬與模子及擠壓筒壁的摩擦增加,使得內外層金屬流速差加大,產生強烈的剪切變形,剪切變形使得金屬畸變能提高,有利于再結晶的形成,同時提高了金屬的局部溫度,促進了再結晶形核和長大。由表2可以看到,在同一擠壓溫度下,隨著擠壓速度的變化,粗晶環的深度也逐漸變化,因此,在一定的擠壓速度下,可以控制粗晶環的深度。
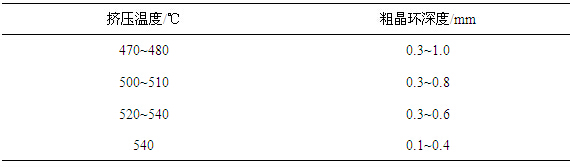
根據文獻介紹,擠壓溫度低,金屬處于相變以下溫度時易形成粗晶環,對需要嚴格控制粗晶環深度的制品,使擠壓溫度控制在單相區內(或接近于從兩相區向單相區轉變的溫度時),即進行高溫擠壓,常可減少甚至消除粗晶環。由表3可以看到不同擠壓溫度下的粗晶環深度變化。擠壓速度和擠壓溫度是互相影響的,因此如何搭配擠壓速度和擠壓溫度要根據生產實踐需要選擇。
表2 6061合金反擠壓時不同的擠壓速度下的粗晶環深度[13]
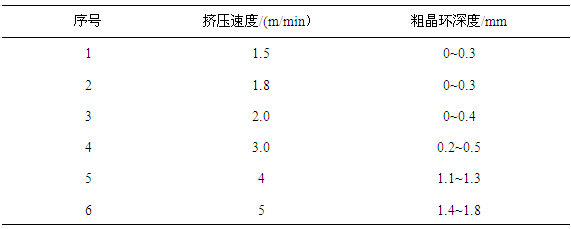
表3 6061合金反擠壓時不同擠壓溫度下粗晶環深度[13]
4.結束語
鋁擠壓型材在生產過程中易于產生粗晶環,造成制品報廢。本文就粗晶環的形成機理進行了研究,并提出了生產過程中的預防和控制措施。盡管眾多科研工作者對鋁合金擠壓過程制品中粗晶環的形成機理各有各的理論,至今仍舊未能達成統一的共識,但幾十年來國內外對此進行的大量研究也取得一定的成果,在國內許多鋁型材廠的生產實踐中,粗晶環的數量已經得到有效控制。隨著鋁合金制品朝著截面多樣化,復雜化的方向發展,用戶對鋁合金制品的質量要求也越來越高,尤其是軍工產品,在要求無粗晶環下還要保證產品有較高的力學性能,如何更加細致地解剖粗晶環的形成機理,為生產工藝調整提供理論依據,減少乃至消除粗晶環的產生仍舊是未來鋁擠壓型材行業所需要研究的重要方向。

