
0.引言
隨著近年來澆注式斷橋隔熱技術(shù)在中國迅速普及和推廣,大量型材廠開始生產(chǎn)加工澆注式斷橋隔熱型材。伴隨著建筑鋁合金型材的迅速發(fā)展鋁型材表面處理材料在類型、顏色、配方等方面不斷豐富,而表面處理材料和隔熱膠作為化學材料本身具有粘接性、相容性、收縮性等物理化學特性及差異,并且不同材料在變化著的生產(chǎn)條件(如溫度、濕度等)下其各種特性也相應發(fā)生變化,導致一些情況下出現(xiàn)澆注式隔熱型材某些性能指標不合格的現(xiàn)象,重點表現(xiàn)在縱向抗剪切強度不合格與干收縮量不合格兩個方面。本文將從打齒技術(shù)介紹、提高縱向抗剪切強度和解決干收縮三個方面論述打齒工藝的必要性。
1.打齒工藝
1.1打齒工藝的定義
打齒工藝起源于美國,英文為Mechanical Lock意為機械鎖緊,主要分為兩種方式Brader和Lancer。意指使用機械破壞鋁型材部分表面或者結(jié)構(gòu),通過部分表面或者結(jié)構(gòu)被破壞產(chǎn)生鉤狀齒機械鎖扣。通過機械鎖緊的方式提高復合型才的整體力學強度,增強聚氨酯隔熱膠和鋁型材的粘接能力。
1.2打齒工藝的原理
Brader:使用特制刀具深入注膠槽內(nèi)部,在注膠槽內(nèi)的四個力學鎖點上打出深度大于0.38mm間距小于9.5mm的鉤狀齒,使聚氨酯隔熱膠與鋁型材粘接更加牢固,通過機械鎖緊方式提高鋁合金復合型才的整體力學強度。如圖1所示。

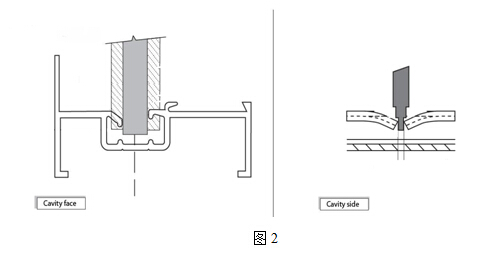
Lancer:使用刀具直接破壞注膠槽槽口附近的鋁合金,打出深度為4.76mm間距為19mm下沉式鉤狀齒,使聚氨酯隔熱膠與鋁型材粘接更加牢固,通過機械鎖緊方式提高鋁合金復合型才的整體力學強度。如圖2所示。
1.3 有效打齒
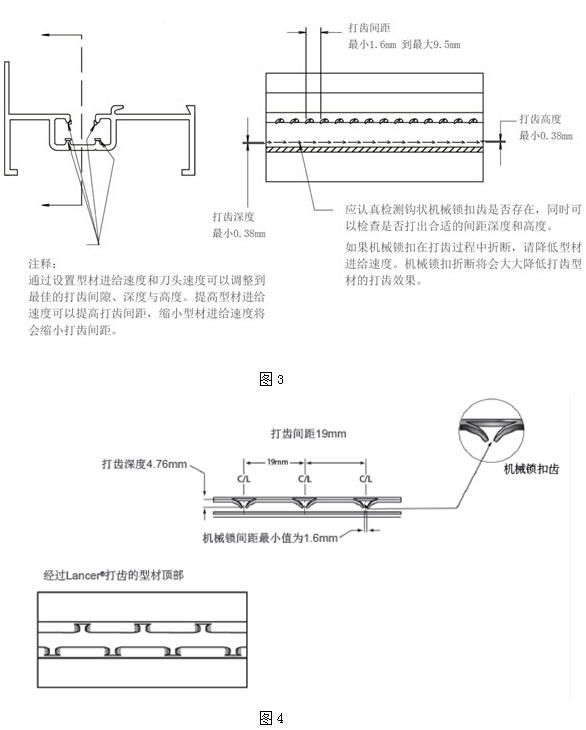
有效打齒意為經(jīng)過Brader打齒機打齒后注膠槽內(nèi)部四個力學鎖點需全部被打齒,且深度不得小于0.38mm,間距不得大于9.5mm。使用Lancer打齒機打齒后的注膠型材鉤狀深度4.76mm,打齒間距19mm,機械鎖間距不得小于1.6mm。通過有效打齒才能保證足夠的強度提升。檢驗有效打齒的標準詳見圖3、圖4.
2.打齒工藝對縱向抗剪切強度的提升
縱向剪切實驗作為生產(chǎn)隔熱鋁型材是否合格的一項重要檢測項目是,國家標準GB5237.6-2012和GB/T23615.2-2012要求的判定隔熱型材是否合格的常規(guī)性檢測項目之一,至不少生產(chǎn)廠家將其視為判斷隔熱型材是否合格的唯一檢測手段,其重要性不言而喻。
隨著表面處理材料類型的日益多樣化,很多表面處理材料供應商為提高表面處理后型材的耐候性、光澤度等指標,特意在表面處理材料中增添各種有利于提高相應指標的化學元素。由于一些化學元素與隔熱膠的相容性很差,則直接導致含有一些表面處理材料(如部分電泳漆、氟碳漆、金屬粉、醋酸鎳、氟化物等等)的澆注式隔熱型材剪切力不合格。該指標不合格將意味著型材不能出廠,如果因為疏忽而出廠也很可能導致一些高層項目因風壓大致使窗戶出現(xiàn)變形甚至掉落的風險。
針對打齒工藝對于縱向抗剪切強度提升效果做2組對比試驗。
第一組試驗選取型材為65平開窗扇料,使用香檳色電泳表面處理,注膠槽口為標準AA槽口,澆注時化學劑溫度26℃、相對濕度40%、型材溫度25℃、環(huán)境溫度25℃、化學劑比例符合隔熱膠供應商要求比例。A組式樣未做打齒加工,B組式樣做打齒加工。按照GB5237.6規(guī)定做室溫抗剪切強度試驗。
第二組試驗選取型材為65平開窗扇料,使用黑色電泳表面處理,注膠槽口為標準AA槽口,澆注時化學劑溫度26℃、相對濕度40%、型材溫度25℃、環(huán)境溫度25℃、化學劑比例符合隔熱膠供應商要求比例。C組式樣未做打齒加工,D組式樣做打齒加工。按照GB5237.6規(guī)定做室溫抗剪切強度試驗。數(shù)據(jù)見表1.

通過表1可以發(fā)現(xiàn)在相同生產(chǎn)條件下經(jīng)過有效打齒的型材其縱向抗剪切強度得到大幅提升,驗證了打齒工藝對于改善聚氨酯隔熱膠同特殊表面處理粘接性能差具有顯著效果。
3.打齒工藝對干收縮現(xiàn)象的改善
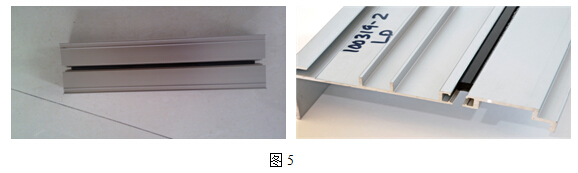
澆注式隔熱型材的收縮包括濕收縮和干收縮兩種形式。液態(tài)的隔熱膠澆注到鋁型材隔熱槽以后,在膠體固化的過程中型材兩端出現(xiàn)的收縮稱為濕收縮。型材在放置168小時膠體固化穩(wěn)定以后,在存放和使用過程中型材兩端出現(xiàn)的收縮現(xiàn)象稱干收縮,通常通過熱循環(huán)實驗來檢驗型材的干收縮程度。圖5是一組型材做完熱循環(huán)實現(xiàn)后出現(xiàn)干收縮的照片。
澆注式斷橋隔熱型材出現(xiàn)干收縮的主要原因在于鋁型材線脹系數(shù)與隔熱膠線脹系數(shù)相差數(shù)倍。但是,由于隔熱膠相比鋁型材擁有極大的彈性優(yōu)勢,在隔熱膠與鋁型材粘接性良好的情況下,隔熱膠可以通過一定的彈性形變來適應鋁型材在溫度變化中不同程度的熱脹冷縮,使得型材一般情況下不會出現(xiàn)隔熱膠明顯干收縮的情況。隨著表面處理材料類型的不斷增加,部分表面處理材料與隔熱膠的粘接性不佳或不夠穩(wěn)定,再加上一些情況下澆注隔熱膠時溫度、濕度等生產(chǎn)條件的波動顯著影響了隔熱膠的充分反應和固化穩(wěn)定,使得一些隔熱型材出現(xiàn)了明顯的干收縮現(xiàn)象。由于干收縮現(xiàn)象往往需要幾年的時間才會出現(xiàn),此時的型材通常都已被加工成門窗,其收縮空隙會在門窗的角部位置出現(xiàn)從而引起氣密水密等問題。
第一組試驗選取型材為65平開窗扇料,使用粉末噴涂表面處理,注膠槽口為標準AA槽口,澆注時化學劑溫度26℃、相對濕度40%、型材溫度25℃、環(huán)境溫度25℃、化學劑比例符合隔熱膠供應商要求比例。E組式樣未做打齒加工,F(xiàn)組式樣做打齒加工。按照GB5237.6規(guī)定做60次熱循環(huán)試驗。
第二組試驗選取型材為幕墻料,使用粉末表面處理,注膠槽口為標準BB槽口,澆注時化學劑溫度26℃、相對濕度40%、型材溫度25℃、環(huán)境溫度25℃、化學劑比例符合隔熱膠供應商要求比例。G組式樣未做打齒加工,H組式樣做打齒加工。按照GB5237.6做90次熱循環(huán)試驗。數(shù)據(jù)見表2.

有實驗數(shù)據(jù)我們可以看出經(jīng)過60次熱循環(huán)試驗,選取樣品未發(fā)生的干收縮,經(jīng)過90次熱循環(huán)試驗未做有效打齒的樣品發(fā)生了0.24mm的收縮量,經(jīng)過有效打齒的樣品未發(fā)生干收縮。通過該試驗可得出結(jié)論,打齒工藝對于改善干收縮具有顯著效果。
4.總結(jié)
隨著近年來澆注式斷橋隔熱技術(shù)在中國迅速普及和推廣,鋁型材表面處理也趨向于多元化,多種表面處理應用于注膠型材生產(chǎn)中。本文著重于討論使用打齒技術(shù)解決特殊表面處理同聚氨酯隔熱膠不相容導致的縱向抗剪切強度不合格和注膠型材長時間使用后可能產(chǎn)生干收縮的問題。
打齒工藝對澆注式斷橋隔熱型材的縱向抗剪切強度有顯著提升,對干收縮現(xiàn)象具有顯著改善。隨著表面處理方式的日益多樣化,為保障生產(chǎn)的鋁型材具有足夠的縱向抗剪強度,在注膠切橋前對型材進行有效的打齒處理是非常必要的。通過打齒,來確保每一根鋁型材都是合格產(chǎn)品。



