
關鍵詞:涂裝工藝;T6狀態;A356鋁合金;電導率
鋁合金輪轂是鋼制輪轂的良好替代品,已廣泛應用于轎車和客車上。2000年世界鋁合金輪轂需求量已達1.1億只。權威人士預測[1],在未來十年內,我國轎車輪轂鋁化率達到或接近50%,按照每輛轎車5輪(1輪備用)和50%的輪轂的鋁化率計算,并考慮其他車輛及維修零售所用鋁輪轂,預計2010年我國鋁輪轂需求量將超過1000萬只,2020年將超過18000萬只,因此鋁合金輪轂市場潛力巨大。
為了提高鋁合金輪轂運行可靠性、耐久性以及外觀裝飾性,鋁合金輪轂在熱處理后一般要進行涂裝處理。在涂裝處理之前要進行除油、除銹、磷化三個工序的預處理。在預處理后期需要進行烘干處理,其溫度為210℃,烘干后進行涂裝,根據廠商的要求進噴涂、粉末涂料、電鍍等涂裝工藝,噴漆、電鍍后進行烤漆。目前常用的烤漆工藝為160℃、100℃雙重烤漆。因此涂裝烘烤工藝對T6處理的鋁合金輪轂的組織和力學性能有一定的影響。研究涂裝工藝對合金力學性能的影響,對優化T6熱處理工藝具有一定的實際意義。
1 試驗過程
目前鑄造鋁合金輪轂的主要合金為A356合金,其成分見表1,輪轂成形后,進行T6熱處理,固溶溫度540℃,時間6h,時效溫度180℃,時間4h,時效后按照表2參數進行三級涂裝。
表1 A356合金輪轂各合金元素質量分數 %
| Si | Mg | Ti | Sr | Fe | Cu | Mn | Zn | Al |
| 6.8~7.2 | 0.30~0.38 | 0.08~0.15 | ≤0.018 | ≤0.018 | ≤0.1 | ≤0.1 | ≤0.1 | 余量 |
表2 A356合金輪轂三級涂裝工藝參數
| 工藝類別 | 一級涂裝 | 二級涂裝 | 三級涂裝 |
| 涂裝溫度/℃ | 210 | 160 | 100 |
| 涂裝時間/min | 20~25 | 20~25 | 20~25 |
拉伸試驗用來研究合金力學性能的變化。拉伸試棒在輪轂上輪緣處取樣,拉伸試棒加工成5倍標準拉伸試棒。拉伸試驗在WDW-50微機控制電子萬能試驗機上進行,拉伸速率為5mm/s。
電導率和DSC試驗用來研究合金的微觀組織變化。電導率測量在室溫下進行,其試樣為20mm×8mm×4mm的矩形試樣,研究合金位錯、析出相和固溶情況的變化;DSC試驗在DSC差熱分析儀上進行,試樣為直徑5mm、高度1mm的圓形試樣,熱處理后,立即進行DSC分析,研究強化相和平衡相的析出轉變溫度和峰值的變化。
2 試驗結果與討論
研究合金在T6及雙級時效兩種熱處理工藝條件下硬度、抗拉強度、屈服強度和伸長率的變化:T6工藝為540℃6h+180℃4h;雙級時效工藝為540℃6h+110℃2h+180℃4h。
2.1 涂裝工藝對合金力學性能的影響
涂裝對兩種熱處理工藝條件下合金的強度性能的影響見圖1,對伸長率的影響見表3。
表3 兩種涂裝工藝制度下A356合金的伸長率 %
| 工藝類別 | 未涂裝 | 一級涂裝 | 二級涂裝 | 三級涂裝 |
| T6工藝 | 9 | 9 | 9 | 10 |
| 雙級時效工藝 | 10 | 10 | 10.5 | 10 |
從圖1可以看出,涂裝工藝對兩種熱處理工藝合金性能的影響趨勢一致,一級涂裝后,合金的強度性能降低,經過二級涂裝,合金的強度性能增加,而經過三級涂裝,合金的性能又有所降低,但相對未涂裝工藝,合金的性能呈增加的趨勢,尤其對于雙級時效工藝,涂裝工藝對強度的影響更為明顯。從表3可以看到,涂裝工藝對伸長率的影響并不明顯。因此,涂裝工藝在不改變合金伸長率的情況下,在一定程度上提高了合金的強度性能。
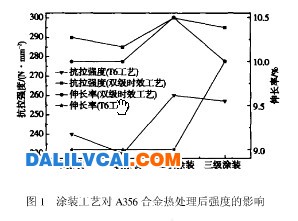
圖1 涂裝工藝對A356合金熱處理后強度的影響
2.2 電導率分析
對T6工藝下三級涂裝狀態下A356合金進行電導率測試,結果如圖2所示。
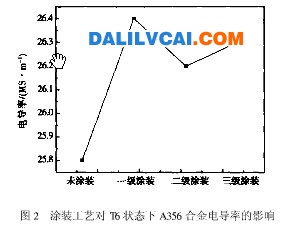
圖2 涂裝工藝對T6狀態下A356合金電導率的影響
由圖2可知,經過一級涂裝后,合金的電導率顯著上升,二級涂裝后,電導率有所下降,三級涂裝后,合金電導率又有所回升,相對于一級涂裝來說,二級涂裝和三級涂裝對合金電導率影響不大。文獻[2]研究熱處理對Cu-Mg-Cr合金的電導率的影響時指出,由于鉻溶入銅基體中,使自由電子在運動過程中發生散射的幾率增加,導致電導率下降。對于A356合金來說,一級涂裝后,一方面由于α-Al中固溶的硅元素繼續從基體中脫溶,另一方面析出的硅元素可作為Mg2Si的形核核心[3-4],使Mg2Si聚集長大,降低了Mg2Si在基體中分布的均勻性和致密度,從而降低了合金對自由電子的散射率,從而導致了電導率增加。關于合金微觀組織對電導率的影響,二級涂裝和三級涂裝對合金電導率有一定影響,但變化不大,說明此時硅的脫溶和Mg2Si的聚集長大已基本結束。
2.3 DSC分析
文獻[5]研究A356合金屈服強度模型時指出,硅在α-Al中的固溶度在0.5%~1.2%之間,由于硅的固溶產生屈服強度增加不超過2N/mm2~3N/mm2。關于Al-Mg-Si合金的強化機制,文獻[6-8]認為,合金的脫溶序列為過飽和α固溶體-GP區-β″相-β′相-β相,當形成GP區時,GP區與基體在邊界附近產生彈性應變,阻礙了位錯運動,提高合金的強度;隨著時效時間的延長,CP區迅速長大成針狀或棒狀即為β″相,其C軸方向的彈性共格結合引起的應變場最大,它的彈性應力也最高,當β″相長大到一定的尺寸,它的應力場遍布整個基體,應變區幾乎相連,此時合金的強度較高;在β″相的基礎上,Mg、Si原子進一步富集形成局部共格的β′過渡相,其周圍基體的彈性應變達到最大值,強度有所下降;當形成穩定的β相時,失去了與基體的共格關系,共格應變消失,強度相比有所下降。因此,合金強度的變化應主要歸結為其沉淀析出相之間的轉變。
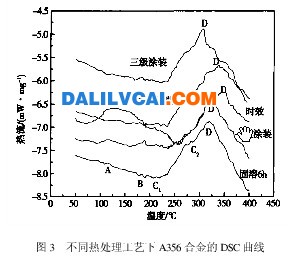
圖3 不同熱處理工藝下A356合金的DSC曲線
對A356合金在固溶狀態、T6工藝及三級涂裝工藝進行DSC分析,見圖3所示。對固溶態DSC曲線進行分析,其中A點為GP區析出峰,B點為β″相析出峰,C1、C2為β′析出峰,D為β平衡相析出峰。比較固溶態和時效態DSC曲線,β″和β′析出溫度基本一樣,但時效態DSC曲線β″峰值明顯高于固溶態DSC曲線。時效態曲線β相析出溫度增加,因為時效工藝有利于強化相β″和β′相的析出,從而阻礙了平衡相β的析出。一級涂裝DSC曲線β相的析出溫度降低,相比一級涂裝,二級涂裝DSC曲線β相的溫度增加,而三級涂裝β相的析出溫度又有所降低,且三級涂裝β相析出峰值明顯增加,而β″和β′相的峰值明顯弱化。在A356合金中,合金的強度增加主要來自于β″和β′相的沉淀強化,而平衡相對合金的強度沒有貢獻。時效后,合金強度增加,由于時效過程中形成了大量彌散的β″和β′相,一級涂裝后,有利于α′和β′相向平衡相β相的轉變,強化相數量降低,″、而使合金強度降低;二級涂裝后,合金強度增加可能是因為二級涂裝阻礙β″和β′相向平衡相β相的轉變,而固溶體中空位和位錯的釋放使強化相增加的緣故;三級涂裝后,合金平衡相β相大大增加,β″和β′相的數量減少,從而使合金的強度有所降低。
3結論
(l)涂裝工藝對T6工藝和雙級時效工藝條件下A356合金力學性能的影響趨勢一致,三級涂裝后,T6工藝下合金抗拉強度增加17N/mm2,屈服強度增加不明顯;雙級時效工藝下合金屈服強度增加21N/mm2,抗拉強度增加5N/mm2;涂裝工藝對兩種熱處理工藝下合金的仲長率影響不明顯。
(2)一級涂裝使合金電導率增加,主要是因為合金中α-Al中硅的脫溶和Mg2Si相的聚集長大,降低了一級涂裝后合金的強度;二級涂裝和三級涂裝后合金電導率變化不大,說明此時硅的脫溶和Mg2Si相的聚集長大已基本結束。
(3)DSC試驗較好地解釋了涂裝工藝對合金力學性能的變化,涂裝工藝影響了合金平衡相β相的轉變溫度。一級涂裝后β相轉變溫度降低,有利于強化相向平衡相的轉變,降低合金的強度;二級涂裝后,合金β相轉變溫度增高,合金強度增加的原因可能是二級涂裝阻礙了β″和β′相向平衡相β相的轉變,而固溶體中空位和位錯的釋放使強化相增加的緣故;三級涂裝后,合金β相的轉變溫度降低,且β相峰值明顯增加,β相數量的增加是合金強度降低的主要原因。
研究發現,涂裝工藝在一定程度上提高合金的強度性能,而不影響其伸長率,因此涂裝工藝的研究對于優化T6熱處理工藝具有一定的實際意義。

