
摘要:對砂面鋁型材料噴砂條件下砂面形機理以及由此經起的型材表面微觀形貌和表層組織結構的變化作了分析,指出了它們對陽極氧化膜層性能可能產生的影響。
砂面鋁型材傳統的表面預處理工藝是采用化學砂面法,用堿蝕洗使其表面形成砂面,然而這是一種鋁耗、堿耗、酸耗很大的不合理工藝近幾年來、國外推出了機械砂面法用于鋁型材表面預處理并獲成功,我國已有廠家從國外引進了這種砂面機替代亞光堿蝕,在提高產品檔次、降低成本和減輕環境污染等方面均有顯著成效,然而這二種工藝方法的砂面形成機理不同,表面預處理后其表面及表層狀態也有重要的區別,這些都直接或間接影響陽極氧化化膜層性能。
在實際生產中如果不加區別地將原喊蝕洗工藝流程中其它工序工藝參數照搬到噴砂工藝流程中來或在噴砂工藝中未能確定適當的工藝參數,其最終產品可能是不合格的,因此對噴砂條件下鋁型材表面及表層狀況的研究將有助于整個工藝流程的確立和最佳工藝參數的選擇.。
1、砂面形成機理
化學砂面法其本質是利用金屬材料在某種特定的介質中發生孔濁而達到精飾的目的,與化學砂面法相比,機械砂面法砂面形成機理完全不同,機械砂面是用壓縮空氣將不同磨粒射向鋁型材表面,機械噴砂過程兼具有噴砂處理的沖凈作用和噴丸處理的表面強化作用。
其砂面形成機理見圖1.從圖1可以看出鋁材表面尖銳處在噴九的沖擊下變得平整,而原本光滑的表面則在金剛砂作用下變得比原來粗糙,最終在鋁型材表面形成具有一定粗糙度的均勻細致麻面,經噴砂面處理可以消除鋁型材表面的擠壓條紋和擦傷。
2、 表面形貌對陽極氧化膜層性能的影響
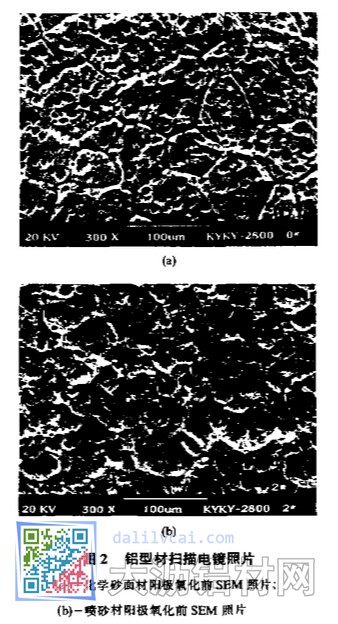
從噴砂砂面形成機理可以看出,噴砂過程對鋁型材表面形貌會有較大的影響,我們對國內某廠分別進行化學砂面和噴砂砂面的鋁型材在陽極氧化前(表面預處理工藝中在砂面形成后的堿洗和中和工藝參數相同)現場取樣,用表面祖糙度檢測儀和掃描電鏡(SEM)對2種樣品作了檢測,發現2種工藝條件下鋁型材的表面形貌參數值有較大差異.表1列出了2種試樣表面祖糙度幾個參數的對比,同時從金相照片(圖2)可以看出化學砂面材在堿洗和出光后己露出基底金屬要比噴砂材光滑得多。
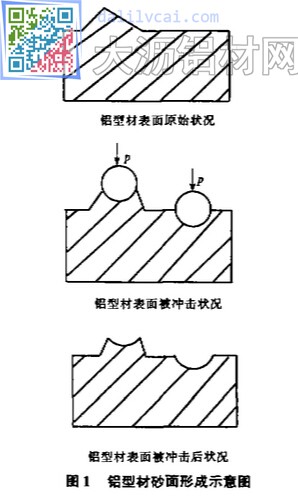
圖1:鋁型材砂面形成示意圖
砂面鋁型材傳統的表面預處理工藝是采用化學砂面法,用堿蝕洗使其表面形成砂面,然而這是一種鋁耗、堿耗、酸耗很大的不合理工藝近幾年來、國外推出了機械砂面法用于鋁型材表面預處理并獲成功,我國已有廠家從國外引進了這種砂面機替代亞光堿蝕,在提高產品檔次、降低成本和減輕環境污染等方面均有顯著成效,然而這二種工藝方法的砂面形成機理不同,表面預處理后其表面及表層狀態也有重要的區別,這些都直接或間接影響陽極氧化化膜層性能。
在實際生產中如果不加區別地將原喊蝕洗工藝流程中其它工序工藝參數照搬到噴砂工藝流程中來或在噴砂工藝中未能確定適當的工藝參數,其最終產品可能是不合格的,因此對噴砂條件下鋁型材表面及表層狀況的研究將有助于整個工藝流程的確立和最佳工藝參數的選擇.。
1、砂面形成機理
化學砂面法其本質是利用金屬材料在某種特定的介質中發生孔濁而達到精飾的目的,與化學砂面法相比,機械砂面法砂面形成機理完全不同,機械砂面是用壓縮空氣將不同磨粒射向鋁型材表面,機械噴砂過程兼具有噴砂處理的沖凈作用和噴丸處理的表面強化作用。
其砂面形成機理見圖1.從圖1可以看出鋁材表面尖銳處在噴九的沖擊下變得平整,而原本光滑的表面則在金剛砂作用下變得比原來粗糙,最終在鋁型材表面形成具有一定粗糙度的均勻細致麻面,經噴砂面處理可以消除鋁型材表面的擠壓條紋和擦傷。
2、 表面形貌對陽極氧化膜層性能的影響
從噴砂砂面形成機理可以看出,噴砂過程對鋁型材表面形貌會有較大的影響,我們對國內某廠分別進行化學砂面和噴砂砂面的鋁型材在陽極氧化前(表面預處理工藝中在砂面形成后的堿洗和中和工藝參數相同)現場取樣,用表面祖糙度檢測儀和掃描電鏡(SEM)對2種樣品作了檢測,發現2種工藝條件下鋁型材的表面形貌參數值有較大差異.表1列出了2種試樣表面祖糙度幾個參數的對比,同時從金相照片(圖2)可以看出化學砂面材在堿洗和出光后己露出基底金屬要比噴砂材光滑得多。
圖1:鋁型材砂面形成示意圖
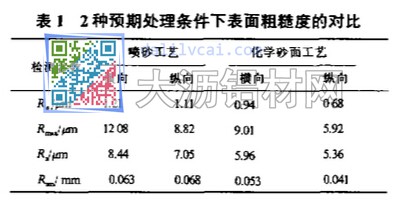
表1,2種預期處理條件下表面粗糙度的對比
在表1中,可以看出在消除擠壓條紋和擦傷方面,噴砂工藝比堿洗工藝更具優勢,其橫向與縱向粗糙度數值基本一致.顯然它能比化學砂面工藝獲得更為均勻的砂面.
在表1中,我們還可以看出另一個重要的差別:在噴砂條件下表面粗糙度要比化學砂面條件下粗糙度要大得多,究其原因,一方面與砂面形成機理有關,這與磨粒性質(如粒度、材質,硬度)和工藝參數(如噴射壓力、壓縮空氣噴射時間、表面覆蓋率)有很大關系;另一方面則與表層組織結構有關,噴砂過程實際上是一個塑性加工過程,鋁型材在金剛砂的沖擊下,這種變形是通過晶體的位錯完成的,而在其后的堿洗過程中,表面的腐蝕基本上是沿位錯方向發展,.在位錯處成核時所需自由能變化G比無缺陷處要小,從而在鋁型材表面形成擇優腐蝕.,在噴砂后堿洗時間不充分的情況下,這種擇優腐蝕也將使表面粗糙度增大。
粗糙度過大顯然會造成陽極氧化膜層厚度的不均勻,另一方面:由于粗糙峰谷底電解液擴散速度要比谷峰電解液擴散速度低,同時在陽極氧化過程中會產生大量的熱量,而谷底熱量比谷峰熱量更難擴散,這將使谷底層的溶解速度更快,這些使得陽極氧化膜層孔隙比增大,附蝕性降低,色差難以控制。
如果把鋁型材表面粗糙峰按理想圓錐體或理想球體進行對比估算就會發現噴砂材真實表面積要比化學砂面材真實表面積大得多,這就會導致電流密度值的失真,其結果是陽極氧化工藝參數的失真,從而影響陽極軾化膜層性能。
3表層組織結構對陽極氧化的影響
噴砂過程中金剛砂的沖擊作用將引起鋁型材表層組織結構的變化,噴砂時表層金《在高速彈丸的沖擊下發生激烈的塑性變形,伴隨著塑性變形過程晶體發生滑移,導致亞晶粒內位錯密度的增加,晶格畸變。
晶格間距發生變化,噴砂后在表層將獲得較為細密的顯微組織。
晶格間距發生變化,噴砂后在表層將獲得較為細密的顯微組織。
在噴砂過程中,表層金屬經歷了易滑移階段和形交強化等階段,在易滑移階段,對變形提供主要貢獻的是出現在晶體表面的位錯,在低于結晶溫度下,位錯對潛在的變形能有重要影響。在塑性滑移條件下單位體積內的機械變形功將等于系統在單位體積中形成單位位錯時熱力勢的增加,現代形變強化理論認為:位錯形成了平面塞積群,它由幾個受滑移面障礙阻滯的平面位錯組成,其結果是流變應力增大,塞積群位錯的交互作用導致每一個位錯能增加,這樣將使表面位錯的化學位能增加。
這種表面化學位和表面活化能的改變對其后的陽扱氧化的影響主要體現在導致陽極氣化時兩極過電位和陽極表面活化能的改變,在陽極氧化的阻擋層生成過程中,氧化電流服從下述公式
從上述公式可以看出表層組織的改變將會通過影響氧化電流而直接影響氣化膜層的性能,隨著表面活化能和兩扱過電位的增加,其氧化電流減少,結果在同樣的氧化時間內獲得的氧化膜致密層減薄,耐蝕性降低。
4、結束語
在不同預處理條件下,由于砂向形成機理的不同,鋁型材表面微觀形貌、表層晶體組織結構、表面活化能也有本質的區別,這些將亢接或間接地對陽極氧化膜層性能有著重要的影響,在生產實踐中如果不加區別地將堿蝕洗工藝流程中的工藝參數照搬到噴砂工藝流程屮來,可能使產品不合格。
要想獲得合格的產品,必須確立合理的表面預處理路線和最佳工藝參數,如噴砂工藝中磨粒性質<如粒度、材質、硬度}和工藝參數(如噴射壓力、壓縮空氣噴射時間、表面覆蓋率砂面后堿洗和中和工藝參數的合理調整。
在陽極氧化工藝中,應考慮預處理對鋁型材表面狀態的影響,可以通過合理的實驗設計,充分運用現代優化實驗設計技術尋求最佳工藝參數。
在陽極氧化工藝中,應考慮預處理對鋁型材表面狀態的影響,可以通過合理的實驗設計,充分運用現代優化實驗設計技術尋求最佳工藝參數。


