
0 引 言
鋁及鋁合金的熔煉是鋁加工企業生產中的第一道重要工序,而熔鋁爐是熔鑄機組的關鍵設備,也是主要耗能設備,在生產能耗中占很大的比例,在一些企業鑄造生產中其燃料消耗達到總能耗的50%左右[1-2]。目前,我國熔鋁爐燃料的單耗指標較高,平均熔鋁燃油單耗約為100kg /t?Al,工業比較發達,技術比較先進的企業中,熔鋁燃油單耗可降低至為60kg/ t?Al,但和發達國家熔鋁燃油單耗約50kg/ t?Al相比,仍有較大差距。同時,以化石能源為燃料的熔鋁爐在使用時會產生多種污染物,包括煙塵及其所含微量有害元素污染,二氧化硫,氮氧化物,二氧化碳,一氧化碳及有機污染物氣體,灰渣、重金屬污染物等[2-5]。由此可見,我國熔鋁爐通過節能減排技術改造的潛力巨大。
生物質能源屬于可再生能源,由于含硫量極低,可大大減少SO2的排放,是典型的綠色低碳能源。同時,生物質比天然氣、燃料油等傳統化石能源單位熱量成本更低,使用生物質能替代天然氣、燃料油等傳統能源可以有效降低企業生產成本,顯著提高企業經濟效益。生物質氣化是把生物質轉化為可燃氣的技術。生物質轉化為可燃氣后,利用效率較高,而且用途廣泛,市場前景好[6-7]。然而,生物質氣化技術的工業化應用尚處于探索階段,成功進入商業化運行的生物質燃氣熔鋁爐示范工程目前國內外都沒有公開報道。本文介紹了燃油熔鋁爐進行生物質燃料替代的改造及運行情況,研究了改造后的實際經濟效益和環保效益,并討論了生物質氣化燃燒技術應用于熔鋁爐生產運行過程中遇到的主要問題及解決方案。
1 工作原理及工藝流程
本項目采用生物質空氣氣化技術,生物質在一定的熱力學環境下,將組成生物質的碳氫化合物轉化為含有CO、H2和甲CH4等成分的可燃氣體,可燃氣體通過專用燃燒器進行充分燃燒,將化學能轉化為熱能提供給熔鋁爐,以滿足熔爐工藝要求。
本項目主要新增與改造的系統由原料儲存、上料設備、生物質氣化爐、灰渣處理裝置、燃氣輸送、熔鋁爐燃燒器、熔鋁爐煙風系統及主輔設備控制系統構成。其工藝流程如圖1所示:
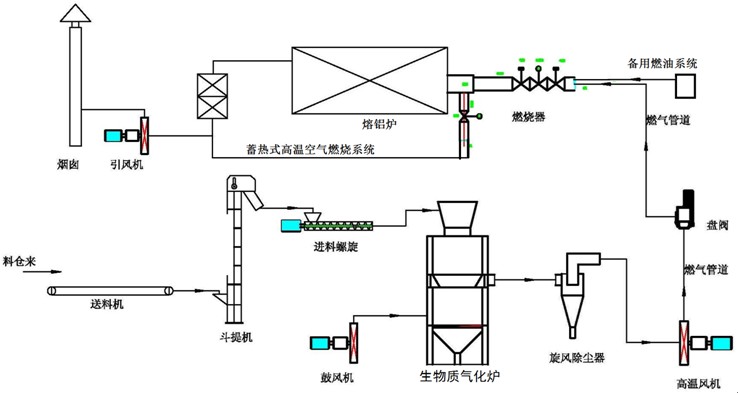
圖1 生物質燃氣熔鋁爐工藝流程圖
原料由皮帶送料機送入斗式提升機,并通過斗式提升機和螺旋給料機由上部送入氣化爐,氣化介質空氣通過鼓風機送入氣化爐風室,原料在氣化爐爐排上方進行部分燃燒,在爐排上方自上而下形成干燥層、熱解層、還原層和氧化層,依靠氧化層燃燒所產生熱量為還原層、熱解層及干燥層提供能量。通過空氣的合理匹配,盡量將能量轉化和保留到可燃氣體中,可燃氣體在引風機作用下,經旋風分離器凈化除塵后送入熔鋁爐燃燒器燃燒。燃燒后的熱煙氣通過蓄熱式燃燒系統將助燃冷空氣預熱后排出。
在生物質氣化設備維護及緊急停爐情況下,使用燃油作為備用燃料,保證熔鋁爐生產工藝過程的正常進行。
2 生物質氣化燃燒系統2.1 原料
本氣化系統以枝丫、造材截頭、木塊、板皮、次小薪材等農林廢棄物加工而成的木片為原料,符合國家及地方以“三剩物”和次小薪材為原料生產加工的資源綜合利用產品相關優惠政策[8-10]。常用生物質的主要特性如表1所示。
表1 生物質特性
|
生物質 |
水分(ad) |
元素分析(ad)w/% |
工業分析(ad)w/% |
高位熱值(ad) |
||||||
|
w/% |
碳 |
氫 |
氧 |
氮 |
硫 |
揮發分 |
固定碳 |
灰分 |
/MJ·kg-1 |
|
|
枝丫 |
8.31 |
46.04 |
5.17 |
45.90 |
0.20 |
0.01 |
78.07 |
17.21 |
2.67 |
17.89 |
|
造材截頭 |
8.16 |
44.52 |
5.25 |
47.01 |
0.19 |
0.01 |
77.64 |
16.65 |
2.99 |
17.40 |
|
木塊 |
8.13 |
45.07 |
5.42 |
46.23 |
0.24 |
0.01 |
76.37 |
17.82 |
3.03 |
17.36 |
|
板皮 |
8.52 |
43.65 |
5.28 |
48.63 |
0.19 |
0.02 |
78.95 |
16.67 |
2.21 |
17.98 |
|
次小薪材 |
8.04 |
45.25 |
5.06 |
46.78 |
0.23 |
0.02 |
76.16 |
17.67 |
2.62 |
17.67 |
|
木片 |
8.04 |
45.16 |
5.12 |
47.48 |
0.18 |
0.01 |
74.25 |
16.24 |
2.03 |
17.25 |
2.2 氣化系統
本氣化系統以中國科學院廣州能源研究所自主研發的新型固定床作為氣化反應器[11],經過對相關氣化設備不斷完善,已分別在工業鍋爐、不銹鋼退火爐、熔鋁爐等場合進行試用,該生物質氣化爐性能日趨穩定,處理能力不斷提高,原料適應性也越來越強,可以木片、成型顆粒、棕櫚殼等作為原料,單爐原料處理能力可達2t/h。每臺氣化爐的輸出熱容量約為25GJ/h,可滿足2臺20t熔鋁爐(熱負荷以12GJ/h計算)的燃氣用量要求。
本氣化爐可以空氣、氧氣、水蒸氣等作為氣化介質,通過改變氣化介質可調節生物質燃氣組分及熱值。本工藝的產品生物質燃氣符合《高新技術企業認定管理辦法》中國家重點支持的高新技術領域中第六項“新能源及節能技術”的“生物質氣化和液化技術”的產品要求,屬于高新技術產品[12]。最常用的空氣氣化過程所生產的生物質燃氣主要組分如下:(22±2)%CO,(11.5±2)%H2,(10±2)CO2,(47±2)%N2,(3.0±1)%CH4,(0.5±0.3)%C2Hx,以及其它等。其低位熱值在5.0MJ/Nm3~6.0MJ/Nm3之間,可燃氣體溫度約為400℃左右,在高溫引風機作用下,經除塵凈化后送入燃燒系統,在熔鋁爐中直接燃燒溫度最高可達1250℃,可滿足熔鋁爐生產過程對溫度的要求。
2.3 燃燒系統
空氣氣化所生產生物質燃氣為含有少量焦油(以氣態形式存在)等雜質高溫低熱值燃氣,針對生物質燃氣的特性,并結合熔鋁爐原燃燒系統特性,專門開發生物質低熱值燃氣-燃油混燒裝置,正常情況下以生物質燃氣作為燃料,在緊急情況下使用燃油作為備用燃料,保證燃燒過程的穩定、高效和安全。
熔鋁爐原燃燒系統中未安裝廢氣余熱利用設備,為充分利用廢氣所攜帶的熱量,提高系統熱效率,改造后燃燒系統中采用連續式蓄熱燃燒技術,該技術可以很好的克服火焰切換式蓄熱燃燒方式的缺點,在蓄熱燃燒系統工作過程中,通過換向裝置可以實現向燃燒器連續供應熱空氣,燃氣的供應不需要停止,不需切換,比較合適于生物質低熱值燃氣的特性;同時,可以在蓄熱狀態下實現單個火焰的連續燃燒,火焰的強度和燃氣氣氛也可以調節,比較合適于熔鋁爐中的燃燒。
3 熔鋁爐系統改造前后運行特性
現有20t熔鋁爐(臥式矩形火焰反射爐)的主要運行參數如表2所示:
表2 現有熔鋁爐主要參數
|
序號 |
項目 |
技術參數 |
備注 |
|
1 |
熔鋁爐最大熱負荷 |
~12GJ/h |
單爐功率 |
|
2 |
熔鋁爐膛溫度 |
~1100℃ |
|
|
3 |
鋁液溫度 |
700~760℃ |
|
|
4 |
排煙溫度 |
400~900℃ |
無余熱利用設備 |
|
5 |
熔鋁爐內壓力 |
+200~300Pa |
|
|
6 |
熔鋁爐生產能力 |
20噸/周期 |
每周期6~8小時 |
|
7 |
燃燒系統 |
燃油燃燒系統 |
無余熱利用設備 |
|
8 |
燃料熱值 |
~40MJ/kg |
180#重油 |
|
9 |
燃料消耗量 |
0~300kg/h波動 |
每生產周期共約1.6t |
|
10 |
單位產品能耗 |
~80kg/t?Al |
現有熔鋁爐生產周期在6~8h內波動,在每個生產周期中,燃燒器累計開啟時間在4~5.5h范圍內無序波動,為了滿足熔鋁爐正常生產的需要,改造后的熔鋁爐運行參數如表3所示。
表3 改造后熔鋁爐主要技術參數
|
序號 |
項目 |
技術參數 |
備注 |
|
1 |
生產周期 |
6~8h/周期 |
其中開火時間累計4~5.5h |
|
2 |
熔鋁爐生產能力 |
20噸/周期 |
每周期6~8小時 |
|
3 |
爐膛溫度 |
~1100℃ |
最高可達1250℃ |
|
4 |
蓄熱器入口煙氣溫度 |
400~900℃ |
熔爐啟動初期溫度較低 |
|
5 |
蓄熱器出口煙氣溫度 |
150~200℃ |
受蓄熱器入口煙氣溫度影響 |
|
6 |
預熱空氣溫度 |
最高約650℃ |
受煙氣溫度影響 |
|
7 |
鋁液溫度 |
700~760℃ |
735±5℃為佳 |
|
8 |
爐內壓力 |
微正壓 |
有時微負壓 |
|
9 |
熔鋁爐燃料 |
生物質燃氣 |
350~450℃,5.0~6.0MJ/Nm3 |
|
10 |
燃氣消耗量 |
0~2000Nm3/h波動 |
每生產周期共約9000 Nm3 |
從實際運行情況看,利用生物質固定床氣化爐和蓄熱式燃燒裝置可以滿足現有熔鋁爐的工藝要求。
4 效益分析及主要問題4.1 經濟效益和環保效益
通過本項目的改造,熔鋁爐使用相對廉價、清潔的生物質作為燃料,將帶來顯著的經濟效益和環保效益。
從經濟效益來看,每臺20t熔鋁爐年生產鋁材2萬噸,年消耗燃油1600噸、每噸燃油以4500元/噸計算,費用720萬元,采用生物質能提供同樣能源的前提下,每噸鋁棒生產成本為可在原燃料成本基礎上降低5~10 %,每年節約燃料費用36~72萬元。對于許多大型鋁材廠,每年熔鑄鋁材總產量通常達20萬噸以上,如果全部使用生物質燃料替代現有的燃油或者天然氣,企業每年節省燃料費可達1000萬元以上,經濟效益顯著。
從環保效益來看,生物質燃氣燃燒污染物排放指標(詳見表4)明顯優于重油,接近天然氣對應指標[13]。
表4 熔鋁爐廢氣監測結果*
|
SO2 |
NOX |
顆粒物 |
||||
|
采樣位置/分析項目 |
濃度 |
排放速率 |
濃度 |
排放速率 |
濃度 |
排放速率 |
|
mg/Nm3 |
kg/h |
mg/Nm3 |
kg/h |
mg/Nm3 |
kg/h |
|
|
廢氣處理前排放 |
16 |
0.24 |
155 |
2.33 |
26.6 |
0.4 |
|
廢氣處理后排放 |
3 |
0.047 |
58 |
0.86 |
11.8 |
0.18 |
*:表中數據不含熔鋁原料中所含雜質引起的污染物
生物質燃氣燃燒污染物排放達到國家及地方相關行業的環保要求[13-16],生物質替代煤、燃油等高污染化石能源的大幅度減少SO2和顆粒物的排放。而且,生物質在生長過程吸收的CO2與使用過程排放的CO2數量上基本相等,環保效益顯著。
4.2 主要問題
由于生物質能源在工業化應用和推廣中尚處于初步階段,生物質能源在替代燃油、天然氣等傳統化石能源作為熔鋁爐燃料的技術改造和生產運營中面臨著以下主要問題:
(1)熔鋁爐系統現有條件限制。對現有熔鋁爐進行技術改造過程需要在熔鋁爐附近新建生物質氣化系統和改造燃燒系統,但改造過程中,常遇到各臺熔鋁爐布置比較分散,周圍空間不足等問題,需要熔鋁爐企業協助統籌規劃和安排系統改造各項工作來解決。
(2)原料供應風險。由于原料成本占生物質燃氣的生產成本很大比重,原料的收購價格是影響本項目是否盈利的最關鍵因素。為此項目運營單位建立了行之有效的原料收購、運輸和存儲模式,以保證原料的持續穩定供應,由此解決了原料供應方面存在的風險。
(3)熔鋁爐差異性帶來的技術問題。本生物質氣化技術本身較為成熟,技術風險主要存在于不同工業熔鋁爐特有工藝的變化對生物質氣化系統的影響。本項目技術提供單位開發了多種氣化技術、燃燒技術以及配套的燃氣凈化輸送技術和余熱回收利用技術,大大提高了氣化燃燒技術對熔鋁爐的適用性。
(4)市場風險。熔鋁爐企業原來使用的化石能源價格受市場影響波動,如果國際油價大幅度下降,生物質燃氣與化石能源的性能價格比優勢將會削弱,影響生物質能源的市場推廣。為此,本項目采用能源管理合同的形式開展合作,有效地保證熔鋁爐企業承擔的風險和經濟效益,最大限度地降低生物質能源推廣的市場風險。
5 結論
通過對熔鋁爐進行生物質燃料替代的技術改造,研究了生物質氣化燃燒系統及熔鋁爐的生產運行特性,討論了生物質燃氣替代熔鋁爐燃料項目推廣遇到的主要問題并提出了解決方案。研究表明:生物質氣化燃燒技術的應用可滿足熔鋁爐對溫度、產能等各方面要求,并可帶來顯著的經濟和環保效益;遇到的主要問題包括熔鋁爐現有條件限制、生物質原料供應風險、熔鋁爐差異性帶來的技術問題以及生物質能源的市場風險,合同能源管理是有效促進本項目推廣的合作模式。
本文通過生物質氣化燃燒系統及熔鋁爐的實際運行過程和結果研究了生物質能源作為熔鋁爐燃料進行技術改造后的運行特性、所取得的效益及遇到的主要問題。通過研究和分析,得出以下結論:
(1)生物質氣化燃燒技術的應用可滿足熔鋁爐生產過程對溫度、產能等各方面要求。
(2)生物質能源替代燃油、天然氣等化石能源作為熔鋁爐燃料,經濟和環保效益顯著。
(3)本項目推廣的主要問題包括熔鋁爐系統現有條件限制、生物質原料供應風險、熔鋁爐差異性帶來的技術問題以及生物質能源的市場風險,合同能源管理是有效推廣本項目的合作模式。
