
1 前言
6063鋁合金是一種可熱處理強化的Al-Mg-Si系合金,主要合金元素為鎂和硅,具有優良的擠壓性能、焊合性能、抗腐蝕性能、加工性能、韌性;同時易于拋光,表面處理種類繁多,是當今世界最典型的應用最廣泛的擠壓合金,主要用于建筑型材,工業型材及裝飾材。其主要特點是:1、可熱處理強化,沖擊韌性高,對缺口不敏感。T5狀態時其抗拉強度≥185MPa,屈服強度≥145MPa,延伸率≥12%,T6狀態時其抗拉強度≥240MPa,屈服強度≥215MPa,,延伸率≥12%。2、擠壓、焊合性能良好,具有較好的高溫成型性能,可以高速擠壓形狀結構復雜、薄壁、中空的型材,其擠壓性為100。3、淬火敏感性低,淬火溫度范圍寬,溫度為520℃以上,冷卻速度≥7℃/s能夠達到淬火的目的,對于薄壁型材能夠在自熱冷卻或者風冷的條件下實現在線淬火。4、加工后表面光潔,陽極氧化性優良。
2 汽車天窗導軌鋁型材的特點
汽車天窗導軌型材是汽車天窗的主要結構部件,其產品性能直接影響天窗的使用壽命及駕駛的舒適性。天窗導軌的型材有有以下特點:1、產品形狀結構復雜,對稱性差,懸臂大,配合尺寸多,壁厚一般小于3mm,產品擠壓難度系數大。(圖一所示)2、型材的機械滑槽多,尺寸要求嚴格,部分斷面尺寸公差超過國家標準GB/T14846的超高精級標準。3、汽車天窗導軌型材安裝在天窗系統中,與車頂相配,屬于功能件。大部分型材需進行沖壓、彎弧、時效、車銑等機械加工和熱處理。(圖二所示)4、汽車天窗導軌型材具有一定的抗腐蝕能力,要進行陽極氧化,電泳涂漆等表面處理。(圖二所示)
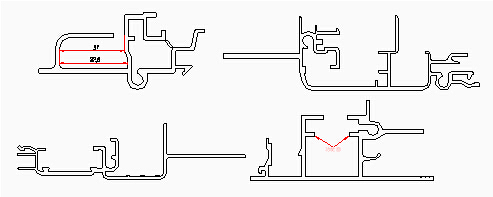
圖一 汽車天窗導軌鋁型材截面圖

圖二 汽車天窗導軌鋁型材機械加工圖
鑒于汽車天窗導軌的形狀結構、后續機械加工和表面處理,一般采用6063和6060等擠壓性能、加工性能、抗腐蝕性能、陽極氧化性能優良的合金,且在擠壓過程中可實現在線淬火,減少了生產工序,降低了生產成本。尤其是天窗導軌型材要與車頂相配,大部分天窗導軌型材要進行彎弧加工,對其硬度有特殊要求,有的客戶要求每批次產品的硬度波動控制在1HW的范圍內。硬度的偏低、偏高、不穩定會造成彎弧過程不穩定,廢品率高,生產效率低。以下簡單介紹產品硬度的控制。
3 汽車天窗導軌鋁材硬度的控制
3.1 鋁錠質量和化學成分的控制
用于擠壓在線淬火的鋁合金錠壞必須具有良好的冶金質量。化學成分應根據產品的性能和用途進行配比;采用先進的熔煉工藝,經精煉、除氣、除渣、過濾及在線凈化處理,獲得優質的鋁溶體,采用先進的鑄造工藝,獲得組織均勻細小、表面光潔、氣體和雜質含量少的鑄錠。
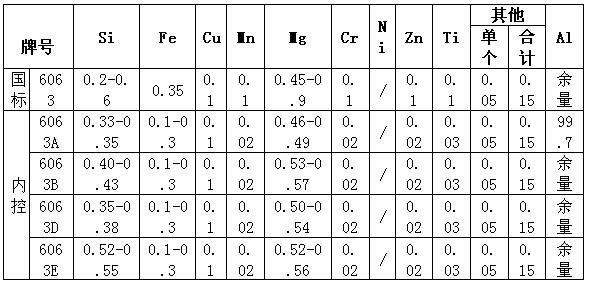
6063的化學成分的范圍大,難以保證產品質量的穩定性。對此,我司根據產品的不同的性能要求和用途,在6063的標準中重新配制,制定符合要求的公司內控標準(如表一)。
汽車天窗導軌鋁材質量和化學成分的控制表一
熔煉時嚴格控制熔煉溫度730℃左右,熔煉時間為2-3小時,精煉時間為10-15分鐘,熔煉過程中要充分攪拌,保證鋁液合金成分均勻。靜置20-30分鐘,澆鑄前要檢測鋁溶液的化學成分,確保其在內控標準內。澆鑄時控制好澆注溫度為690-710℃,澆鑄速度根據鑄棒的直徑制定相應的工藝參數,在澆鑄過程中加入具有細化晶粒的鋁鈦硼絲,防止鑄棒組織疏松,開裂,偏析等缺陷。
3.2 擠壓工藝的控制
為了保證產品的穩定性,擠壓工藝的穩定是先決條件。
一、確定產品的材質,不得用錯棒。比如我司曾經發生圖紙技術要求用本廠6063D棒,硬度控制為8-10HW,結果生產時用本廠的6063B棒,時效后硬度為11-12HW,造成此產品的硬度偏高,客戶沖壓開裂。我司還有一款產品,其技術要求如下:

汽車天窗導軌鋁材擠壓工藝的控制
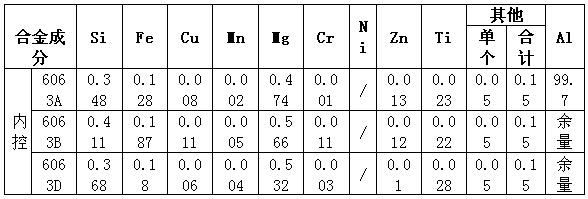
我司根據現有的時效工藝和生產狀況及以往的生產經驗,制定時效工藝為185℃/2h,同時對本廠6063A、6063B、6063D棒進行時效驗證,化學成分見表二,硬度及力學性能見表三
表二
表三

汽車天窗導軌鋁材時效熱處理工藝的控制
由此可見,在現有的鋁棒成分和時效工藝中能夠滿足產品的硬度要求,能夠實現產品的生產。
二、穩定的棒溫、模溫,恒定的擠壓速度,特定的淬火方式。根據產品的形狀結構、材質及相關要求,制定合理的擠壓工藝參數及作業指導書。我司有一款產品,客戶要求為6061—T6狀態,其硬度≥83Hba,客戶經常投訴一批產品中有幾支產品硬度不達標,經過跟蹤調查發現,每批次的第一、二個棒及設備故障等原因造成突然停機時導致的硬度不合格,原因分析為此產品壁厚很厚,淬火方式為水冷,擠壓機為16.5MN,裝卸模耗時長,鋁棒過早下棒,鋁棒溫度偏低,造成產品硬度偏低,我司的解決方案是用鋁棒測溫儀檢測控制鋁棒溫度為500-520℃,棒溫過低則拔棒或提高加熱溫度,在模具裝好后方可下棒生產。同時在急停的情況下,此棒產品要特別標識,在時效后對此產品進行跟蹤檢測。第三制定這個產品的工藝參數和作業指導書,發放到現場進行指導。第四每個月對工藝進行檢查,不按照制定的工藝及作業指導書生產的個人和班組進行處罰。通過以上措施,問題得到很好解決。3.3 時效工藝的控制
6063合金是一種可熱處理強化鋁合金,通過時效的方法可以很大幅度的提高產品的強度和硬度,我們把在一定的溫度下,保持一定的時間,過飽和固溶體發生分解,引起鋁合金強度和硬度大幅度提高的熱處理過程稱為時效,時效可分為人工時效和自然時效。我司還對本廠時效工藝進行過系統的驗證,在保證擠壓工藝的一致性的同時,通過對同一型號及材質的產品的不同時效溫度和時間進行測試,測試出一系列的工藝參數,制定時效工藝表格,指導生產時效,同時對時效爐定期的點檢和測試,保證時效爐的爐內溫差在±5℃,在時效過程做好時效工藝記錄,確保時效爐的正常運轉,保證產品硬度的穩定性。
4 結論
汽車天窗導軌型材的機械加工方法對材料的性能尤其是硬度的要求越來越高。本文介紹通過調整鋁合金的化學成分,擠壓工藝和熱處理工藝參數來實現材料硬度的控制,以滿足客戶的機械加工需要。要實現汽車天窗導軌鋁型材硬度的控制,應從以下幾個方面進行監督和控制:
1、熔鑄的工藝、材料的化學成分。保證鑄棒的質量。
2、擠壓工藝。嚴格控制擠壓棒溫、擠壓速度、出料口溫度、淬火方式。
3、熱處理工藝。制定產品的時效工藝參數。
4、設備儀器。對設備進行點檢、校核、維修和更換,保證設備的正常運行。
5、操作人員。對員工進行培訓,制定相關的工藝參數和作業指導書及規章制度,規范員工操作,提高員工的質量意識。
