
一、前言
近年來,鋁型材靜電噴涂發展的極快,在歐洲已占據建筑型材表面處理市場的50%左右,但陽極氧化建筑型材在我國仍是占主導地位。
隨著產能的增大,如何有效地利用現有的設備,最大限度的提高產能,是氧化臥式生產線面臨的一個問題。現氧化臥式生產線一般都采用在導電桿的單面掛料的方式,每槽料的掛料數直接影響到產量。在增加掛料數方面,許多廠家普遍從增加掛料密度或者降低掛料斜度方面考慮,但是這兩種方法受型材表面質量要求影響,局限性很大。還有一種是增加導電桿的長度,但是導電桿的增長相應的槽體也要加深,這涉及的更多,實現的可能性更低。
二、陽極氧化
1、氧化膜成長機理
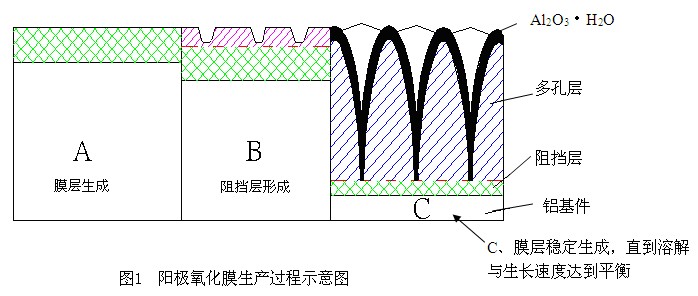
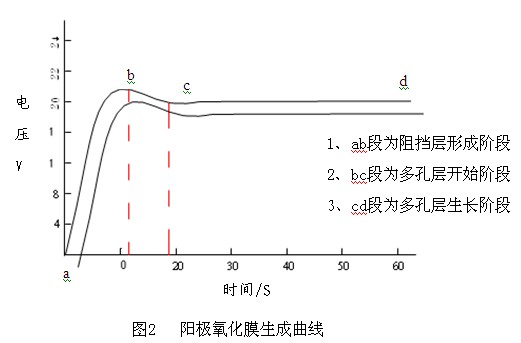
在硫酸電解液中陽極氧化,作為陽極的鋁制品,在陽極化初始的短暫時間內,其表面受到均勻氧化,生成極薄而又非常致密的膜,由于硫酸溶液的作用,膜的最弱點(如晶界,雜質密集點,晶格缺陷或結構變形處)發生局部溶解,而出現大量孔隙,即原生氧化中心,使基體金屬能與進入孔隙的電解液接觸,電流也因此得以繼續傳導,新生成的氧離子則用來氧化新的金屬,并以孔底為中心而展開,最后匯合,在舊膜與金屬之間形成一層新膜,使得局部溶解的舊膜如同得到“修補”似的。隨著氧化時間的延長,膜的不斷溶解或修補,氧化反應得以向縱深發展,從而使制品表面生成又薄而致密的內層和厚而多孔的外層所組成的氧化膜。其內層(阻擋層、介電層、活性層)厚度至氧化結束基本都不變,位置卻不斷向深處推移;而外層在一定的氧化時間內隨時間而增厚。(圖1、圖2)
2、氧化膜厚度計算
陽極氧化生成的氧化膜厚度從理論上可按法拉第第二定律推導的公式進行計算。
σ= Kit
式中σ為陽極氧化膜厚度(μm),I為電流密度(A/dm2),t 為氧化時間(min),K為系數(當氧化鋁密度γ=kg/立方米則K=0.309)。為了使K值更切合實際,應將電流效率和在這種工藝條件下所生成膜的密度或孔隙度考慮在內,即:
K = 1.57η/γ
式中η為電流效率(電極上實際析出的物質量與總電量換算出的析出物質量之比)。K實值各國取值大小各異,一般為0.25~0.355。
三、雙面上架
1、生產控制
1.1導電桿起固定與導電的作用,所以,上架時導電桿兩面必須打磨干凈,使型材與電源保持良好的電接觸;料要扎緊,避免在槽面上移動與出入各槽時因松動而影響生產。導電桿變細時應及時更換,以免影響固定和導電作用。太細易造成通過電流時發熱而浪費電能或因棱角腐蝕導致接觸不良,甚至造成型材脫落損壞槽內管道等到附屬設施。
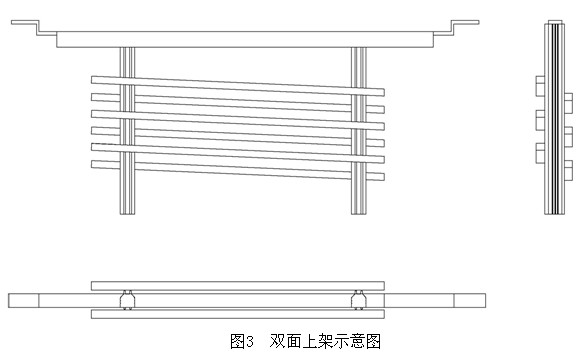
1.2上架時料與料之間要錯開(見圖3),間距要相對一致。控制好每掛料氧化表面積;每掛料的上架面積最多相差2~5㎡。以生產15μm氧化膜來算,厚度差控制在2~4μm。
1.3槽液溫度的控制
陽極氧化過程中電流通過高阻的“阻擋層”和“多孔層”內孔的電解液產生大量的熱,槽液溫度讓升,膜的溶解速度加快。需及時將槽液溫度降下來,以免影響膜層的質量;特別是內側的型材。為保證氧化膜的均勻性,槽溫控制的范圍越小越好。
1.4氧化膜形成時強電場下的離子傳導
氧化膜形成過程中的電流分為離子電流和電子電流兩種,而氧化膜成長是通過離子電流進行的。離子在弱電場下傳導時,離子會逆電場方向移動;在強電場下,離子則不會逆電場方向移動。在陽極氧化時,1V電壓可形成10μm厚的阻擋層,此時電場強度是107V/cm的高強電場;因此,在形成氧化膜時,只要考慮在強電場下的離子傳導就可以了。
1.5膜厚及其均勻性的控制
A、在一定陽極氧化時間內,生成的氧化膜厚度與通過的電量成正比,而與電壓沒直接關系。所以,膜厚控制通過采用恒電流密度與時間來控制。
B、氧化槽液溫度的均勻性。在氧化過程中循環裝置不斷運行,槽液從液面溢流,再通過熱
交換器之后流回氧化槽,使槽液溫度均勻,波動小。
C、控制氧化槽液溫度和濃度的波動范圍。溫度和濃度值有較大波動,則槽液對氧化膜的溶解作用就會產生較大變化,對成膜厚度與膜的性能就有影響。
D、槽液的控制:Al3+控制在15~18g/L;槽液溫度控制在19~21℃;H2SO4濃度控制在180~220g/L。電流密度130~160A/dm2。
1.6正常情況下深度為3.5m、硅機為25000A的氧化槽,上架面積到130㎡已到極限,采用雙面上架則可多上一半,面積可達190㎡左右,產能有效增加。雙面上架可做氧化銀白料與黑色料。
2、注意事項
2.1上架型材間距應均勻一致,以免影響內側氧化膜質量。
2.2導電桿與型材之間需扎緊,以防在槽面上移動時脫落而影響生產。
2.3根據硅機的大小合理控制上架面積。
2.4導電桿要定期檢查與更新,以保持良好電接觸。
2.5所有導電接觸面都要保持清潔和導電性良好。
結束語
上架面積的大小直接與產量掛鉤,由傳統的單面上架方式改為雙面上架,使每個氧化槽投入的氧化面積增加,在不增加氧化槽的前提下為提升氧化生產效率提供了巨大的空間。產能比單面上架增加了1/3,有效地提高了生產效率。
在表面處理過程中,氧化工序是制約槽面整體效率的關鍵因素。采用雙面上架的方式可以使每個槽位投入的氧化面積增加,在不增加氧化槽的前提下為提升氧化生產效率提供了巨大的空間。投入生產量上直接得到了提升,而且雙面上架做出的產品與單面上架做出的產品無差異,達到國家標準,那么只要保證上架的效率,產量可增加1/3倍。
有效地減少水洗槽水的耗用,同時減少車間輔助設備工作量及用電量,減輕廢水處理的壓力,一定程度上降低了生產成本。有效地提升了生產效率,為訂單的消化提供了強有力的保證。


