
現在國內生產銷售鋁陽極電泳涂料的有二十幾家公司,在推銷時,每家公司都會介紹自己產品的優點,使鋁型材廠家往往感到無所適從。在修訂YS/T728.2008時,我們將從原理上,對鋁陽極電泳涂料進行分級,有高到低分別為Ⅰ、Ⅱ、Ⅲ、Ⅳ級,以使鋁型材廠家能夠在購買涂料時,就知道自己所付出的價格購買的是哪一級涂料。
分級圖表如下所示,筆者從原理上對此圖表進行解釋:
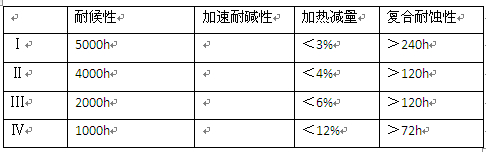
1、耐候性:耐候性的好壞將直接判斷涂料工藝配方的優劣。
① 按照我們一般的常識,在丙烯酸單體合成時,分子量越大越均勻,最終形成的漆膜的各項性能就越好。這主要是由于分子間的化學鍵能不同,化學鍵能是指1.01×105Pa和25℃下,將1mol理想氣體分子AB拆開為中性氣體原子A和B所需要的能量,鍵能越大化學鍵越牢固,含有該鍵的分子越穩定。我們看一下下面幾個化學鍵的鍵能:
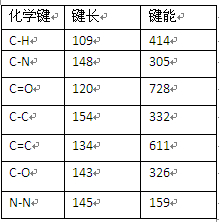
我們知道單純的丙烯酸單體化學分子成為 ,在與其他丙烯酸單體如丙烯酸甲酯、丙烯酸丁酯等聚合后,聚合長鏈中的化學鍵無外乎C=C,C-C,C=O,C-H,在接入胺基后,水溶電泳反應時有胺的電沉積反應。但是,脫胺也只是脫離一小部分,大部分的胺是要參加最后固化時的交鏈反應的,因此在漆膜中是存在C-N或N-N鍵的,這種鍵越多,在紫外光的轟擊下,斷鏈就會越快。涂膜粉化失光就越嚴重,涂膜的耐候性就會越差。因此涂膜的耐候性是檢驗電泳涂料配方先進與否的最簡單直接的辦法(當然,分子量太高時會導致涂料乳化功能不強,泳透力降低)。
,在與其他丙烯酸單體如丙烯酸甲酯、丙烯酸丁酯等聚合后,聚合長鏈中的化學鍵無外乎C=C,C-C,C=O,C-H,在接入胺基后,水溶電泳反應時有胺的電沉積反應。但是,脫胺也只是脫離一小部分,大部分的胺是要參加最后固化時的交鏈反應的,因此在漆膜中是存在C-N或N-N鍵的,這種鍵越多,在紫外光的轟擊下,斷鏈就會越快。涂膜粉化失光就越嚴重,涂膜的耐候性就會越差。因此涂膜的耐候性是檢驗電泳涂料配方先進與否的最簡單直接的辦法(當然,分子量太高時會導致涂料乳化功能不強,泳透力降低)。
② 那么,我們如果直接檢測涂料的分子量是否更快捷呢,也不一定。下面,我們來看一下高分子化合物分子量的檢測方法。
我們知道,高聚物分子量大(103~107),但具有分散性(不均一性)分布寬窄由合成反應機理決定,分子量是一個統計平均值,因此,我們常用四種統計方法計算其平均分子量。
A:數均分子量: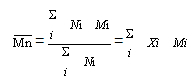 (數量為統計權重)
(數量為統計權重)
B:重均分子量:  (重量W為統計權重)
(重量W為統計權重)
C:粘均分子量: (稀溶液粘度法)
(稀溶液粘度法)
α—指Mark-Huink方程式中的α,描述粘度與分子量的關系式中[η]=kM2
D:Z均分子量:  (Z值為統計權重)(Z≡MiWi)
(Z值為統計權重)(Z≡MiWi)
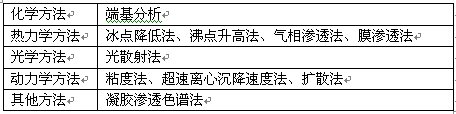
以上方法中各有其針對性,能適用于分子量在103~107的檢測方法,當首推凝膠滲透色譜法。
我們首先要知道電泳涂料的分子量為分散性的,所以分子量大小的排序應該是

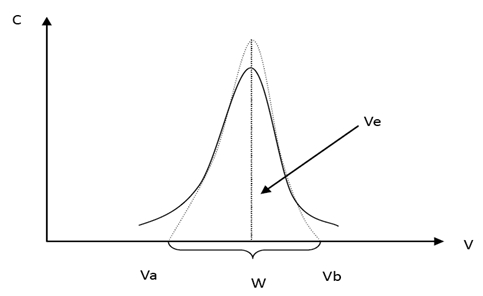
凝膠滲透色譜法(GPC法)因要用已知的M的試樣先作出普通矯正曲線,所以為相對法,其原理是將電泳涂料配成稀溶液,引入到裝有多孔性填料的色譜柱中,用溶解聚合物的溶劑淋洗,按照高分子在溶液中尺寸大小不同,由大到小依次被淋洗出來,通過對淋洗液濃度、體積檢測和數據處理,可以得出分子量的分布和各種平均分子量。色譜柱中的多孔性填料的空洞大小有一個分布,高分子可能通過色譜柱中的總體積為
 ( 為凝膠粒間體積, 為凝膠中孔洞體積)
( 為凝膠粒間體積, 為凝膠中孔洞體積)
對于尺寸大于某一數值的高分子,可通過的體積只有 ,最先淋洗出來,而對于尺寸小于某一定值的高分子,可通過的體積為 ,最后被淋洗出來。尺寸居于中間的,依高分子尺寸不同,可通過色譜柱中體積大小不同,用 表示( 為分配系數),尺寸越大, 越小,先被淋洗出來;尺寸越小, 越大后被淋洗出來,高分子按照尺寸由大到小依次被淋洗出來達到分級目的。
即便對于分子量均一的聚合物試樣,經GPC儀淋洗級得到的也不是矩形GPC譜圖,而是一定寬度的峰形GPC譜圖,這些色譜柱固有的加寬效應。為下圖所示:
同一標樣不同濃度的溶液多次作GPC試驗,觀察峰位,以保證重現性良好,同時還要注意色譜柱的分離效率(也就是說分子篩效應的好壞與填料合成技術和凝膠的制備有很大關系,一定要注意),近期的一些最新進展是通過與其他儀器聯用解決凝膠色譜法測定高聚物分子量分布從相對法向絕對法過度,最近Owano用激光小角光散射儀來作分子量檢測器,得到比較好的結果,其實驗數據不需要標定曲線,也不必進行峰加寬修正,這樣,在一次實驗完畢后,通過與計算機直接連接進行數據處理所需要的數據即可全部立即取得,最終將獲得如下幾類曲線:
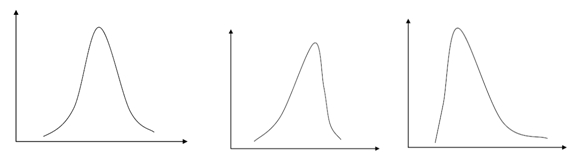
我們最希望見到的是第三條曲線。
我們看到,凝膠滲透色譜法雖然速度快,但需大量儀器以及經過嚴格培訓的人員。
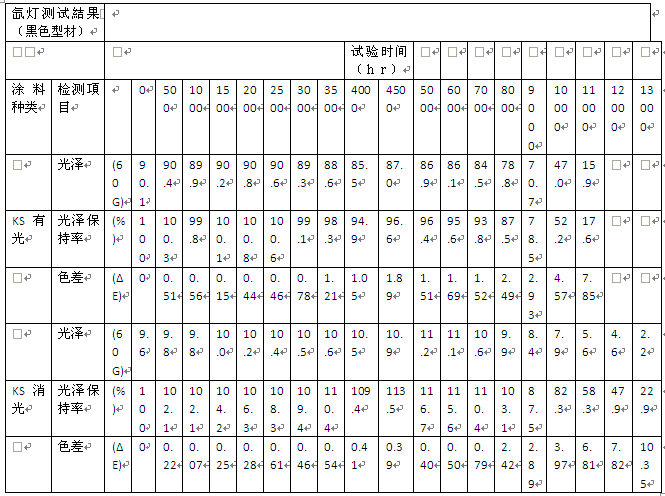
③ 數據來源依據:很多廠家對于把一級電泳涂料的耐候性定在5000小時表示懷疑,認為沒有電泳涂料可以做到那么好的耐候性。我們選用了一個在日本市場占有率最高,在中國市場占有率也不算低的日本品牌的電泳涂料,嚴格施工,并對涂膜進行了檢測,數據如下:
氙燈測試結果 (黑色型材)
促進耐候性~試驗方法
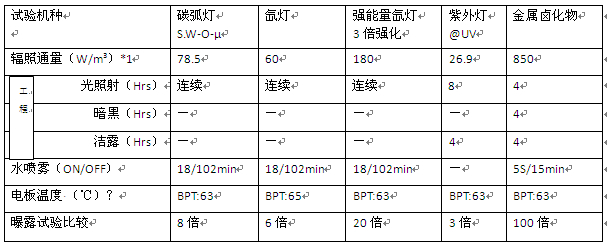
由上表可見,最快速的檢查方法是金屬鹵化物燈,此種方法在汽車業使用廣泛,目前我國的鋁材廠只有堅美有此設備。
當然,我們也嘗試過用QUV直接檢測,不同涂料的反應也很明顯,如下表:

這里還要講一個問題,為什么我們耐候性檢測要用氙燈為標準呢?主要原因是氙燈的能譜分布與太陽光最接近,只是同一波長下的能量輻射更高。但是,如我們前面所論述的,我們檢測耐候性只是要知道在輻照下,化學鍵斷裂需要多少時間,因此,輻照通量很重要,相對地能譜是否吻合在某種條件下,則變得不那么重要。金屬鹵化物的能譜主要集中在短波段,因此,輻照通量自然高,所以其檢測結果也應該被參考。
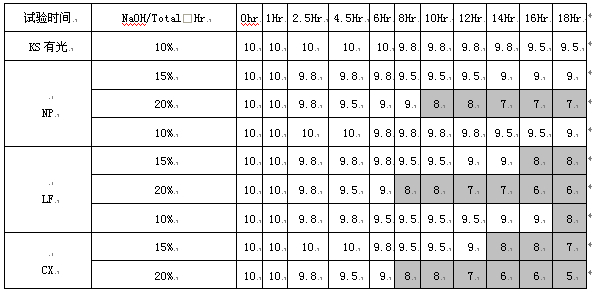
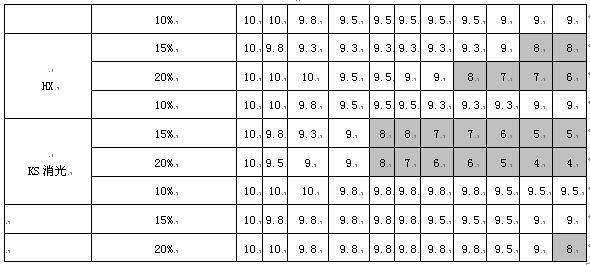
2、加速耐堿性
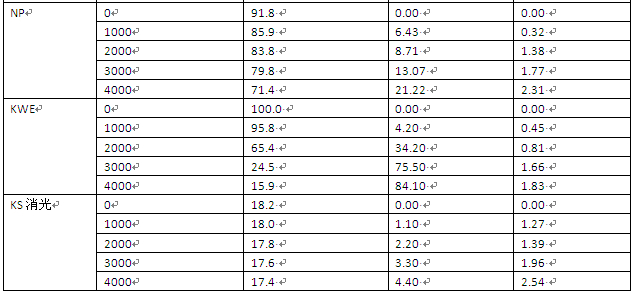
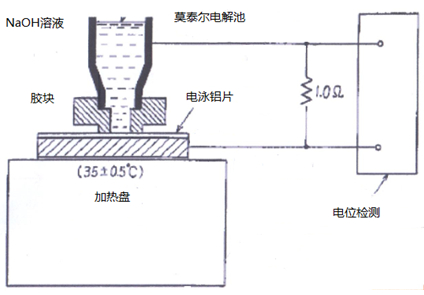
這是日本輕金屬協會提出的一種方法,原本用于檢測氧化膜的封孔程度,但筆者認為,用于檢測電泳涂膜的耐堿性似乎更好,我們以前進行GB5237修訂時,對耐堿性進行兩批試驗,第一次實驗時好像顯示漆膜耐候性只要能通過16小時,則可通過100小時,100小時后耐堿性就都不是很好。第二次實驗則耐堿性都通過4000小時無恙,因兩次實驗都是單獨廠家對單獨試版檢測,沒有對比,不好評價,但筆者都通過加大堿濃度得出的結果是:不同的電泳漆的耐堿性是完全不同的,見下表:
AED漆膜耐堿性對比試驗
按照此圖,如果電壓出現1mv,即認為腐蝕發生,即回路已通。雖然試驗未做,但此方法用在單使用H3PO4進行封孔檢測上,使用效果良好,我們也在期盼好的實驗結果。
3、加熱減量
在第一點中我們已經論述過,涂料分子量越大,形成漆膜的性能越好,我們希望在接鏈過程中把分子鏈接的越長越好,不要斷鏈,也就是說,不要出現分子量在幾十到幾百的小分子。這些小分子的特性是在100℃時可能還不易揮發,但隨著溫度繼續上升和時間的延長,他們不會參與交聯反應而提前揮發出來,所以我們在電泳型材從固化爐中吊出時會看到大量煙霧,主要就是這些小分子燃燒所致,這種煙霧附著在正在滴干的電泳型材上會形成霧斑,附著在爐內壁會形成薄膜一樣的東西,以后風一吹會形成片狀雜物,由于自身的燃燒,還間接耗費了能源。因此,汽車電泳行業提出了零加熱減量的目標。
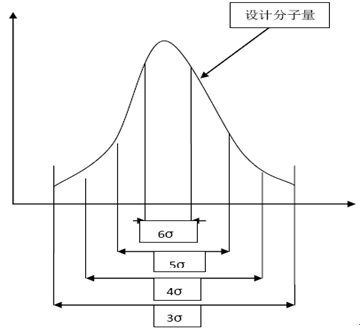
小分子的形成主要是合成工藝不精確造成的。那么,我們為什么把數據定在6%呢,這是因為工業產品的成材率分布圖,如下:
我們希望分子量的分布在我們設計分子量的3σ范圍內(工業產品的公認),即93.3%的區間,起點部分為6%,那么因為左右對稱的關系,我們希望小分子不超過3%,因為可能出現的失誤,我們允許第二級到4%,按陰極電泳涂料標準,加熱減量不得超過6%,所以我們第三級設定了6%的數值,第四級的12%數據屬于無奈,因為我們在市場上發現了很多加熱減量超過10%的涂料,將他們列為第四級,允許他們的存在,既是鼓勵,也是鞭策,促使他們提高產品質量,增加社會責任感。在這里附帶說一句,著名的6σ管理中的6σ所提的要求是:所有產品的次品率不能超過百萬分之3.4,也就是說成材率達到99.99966%。這是電子產品和醫藥產品所要求達到的目標,對于高分子化工則很難,我們無法保證高分子合成時分子量能分布在如此之窄的范圍內。
4、聯合耐蝕性
本文介紹了正在修訂的鋁陽極電泳涂料標準中,為電泳涂料分級進行的準備實驗和分級原理,許多數據是第一次公開發表。日本的JISH8602.2010和ISO28340都列入了聯合耐蝕性檢測方法,筆者認為,這也是有道理的,因為在自然界中不可能單獨存在耐蝕或單獨存在耐侯,我們做聯合耐蝕性檢測就是在313nmQUV射線照射240h后,進行耐蝕性的CASS實驗檢測,ISO28340和JISH8602.2010中A1和A2標準級是要通過CASS120h,B級是要通過CASS72h,那么能否通過240hCASS呢?筆者將自己的對不同電泳漆制成的試板檢測結果與大家分享一下,見下表:
CASS試驗時間(hr)
有此可見,好的電泳涂料,甚至可以說很多電泳涂料的涂膜,在經過240hQUV照射后,能通過280h以上的CASS試驗。
以上,筆者向大家匯報了鋁陽極電泳涂料標準中涂料分級的工作進展,希望得到大家的支持,此篇文章的脫稿得到中國有色院質檢中心,中國輕標委,日本輕金屬協會,日本關西涂料,日本關西涂料重慶公司,日本立邦涂料等大力協助,其中中國涂料協會也給出很多意見,在此一并表示感謝。


