
1 概述
雖然我國(guó)鋁型材產(chǎn)量已經(jīng)連續(xù)五年居世界首位,但鋁型材行業(yè)生產(chǎn)技術(shù)與美國(guó)、日本、德國(guó)、意大利等國(guó)家相比還存在較大的差距,節(jié)能減排任務(wù)重大。主要表現(xiàn)在以下幾個(gè)方面:
(1)鋁型材行業(yè)的能耗與污染物排放情況
平均每生產(chǎn)1噸鋁型材消耗工業(yè)用水約16~18噸;表面處理產(chǎn)生的廢水中含有多種金屬雜質(zhì)離子;高能耗;產(chǎn)生大量廢渣,僅一條年產(chǎn)鋁型材2400噸的氧化著色生產(chǎn)線,每年產(chǎn)生污泥約15萬(wàn)噸,廢渣2000噸,數(shù)量極大。廢水污泥成份比較復(fù)雜,目前大多數(shù)工廠采用填埋的方法處理這些污泥。這不僅占用有限的土地資源,而且浪費(fèi)資源,污染環(huán)境。
(2)鋁型材行業(yè)高能耗與高污染的原因
①熔煉和回收:目前鋁熔煉爐中電爐占5%,油爐占91%,燃?xì)鉅t占4%,造成重熔生產(chǎn)1噸擠壓圓錠的油耗比工業(yè)發(fā)達(dá)國(guó)家的高55.17%,而實(shí)際鑄錠(軋制扁錠與擠壓圓錠)的平均熔煉能耗比工業(yè)發(fā)達(dá)國(guó)家的高得多。另外,鋁熔煉爐能耗的總體狀況還是處于中低水平。
②鑄造、軋制和擠壓:缺乏高檔次產(chǎn)品;小機(jī)臺(tái)多,擠壓裝備較落后,效率低;裝備的自動(dòng)化程度低,無(wú)法實(shí)現(xiàn)等溫快速擠壓,生產(chǎn)精密型材;模具質(zhì)量欠佳。
③表面處理: 表面處理是鋁加工過(guò)程中的高耗電、高耗水、高污染的環(huán)節(jié)。
節(jié)能減排成為當(dāng)今鋁加工企業(yè)迫切需要解決的問(wèn)題,本文從熔鋁爐、保溫爐、擠壓機(jī)棒爐、氧化處理污泥深加工利用等方面出發(fā),提出一些新方法和策略,從而使鋁加工企業(yè)達(dá)到節(jié)能減排和清潔生產(chǎn)的目的。
2 熔鋁爐的節(jié)能減排與清潔生產(chǎn)技術(shù)
2.1 熔鋁爐工作過(guò)程
熔鋁爐的熔煉過(guò)程大致可分為4個(gè)階段,即爐料裝入到軟化下榻、軟化下榻至爐料化平、爐料化平到全部熔化(該階段產(chǎn)生氧化浮渣)、鋁液升溫。對(duì)鋁料的加熱是通過(guò)燒嘴火焰的對(duì)流傳熱、火焰和爐墻的輻射傳熱以及鋁料間的傳導(dǎo)傳熱來(lái)完成的。矩形熔鋁爐圖片見(jiàn)圖2—1,4個(gè)階段的工作特性見(jiàn)圖2—2、圖2—3所示。


圖2—1矩形熔鋁爐外型圖片
在整個(gè)過(guò)程中,三者之間的比率是不斷變化的。固態(tài)時(shí)鋁的黑度小,導(dǎo)熱能力強(qiáng)。隨著熔煉過(guò)程的進(jìn)行,爐料進(jìn)入半液半固的臨界狀態(tài),其導(dǎo)熱能力下降,熱力學(xué)性質(zhì)發(fā)生了根本性的變化。液態(tài)鋁的導(dǎo)熱能力僅為固態(tài)鋁的40%,熔池上部向底部的傳導(dǎo)傳熱過(guò)程十分緩慢。金屬鏡面上漂浮的疏松浮渣構(gòu)成熱傳遞的絕熱阻擋層。此時(shí)熔池表面氧化膜化開(kāi),失去了保護(hù)作用,氧化、吸氣傾向增強(qiáng)。對(duì)于火焰熔鋁爐來(lái)講,在鋁的熔化期,爐膛溫度一般控制在1200℃,此時(shí)的出爐煙氣溫度即為爐膛溫度,煙氣帶走的熱量約占爐子熱負(fù)荷的50~70%,考慮到10%的其它熱損失,有效熱利用只有30~40%,如果不充分利用這部分余熱,勢(shì)必會(huì)造成很大浪費(fèi),使?fàn)t子熱效率很低。
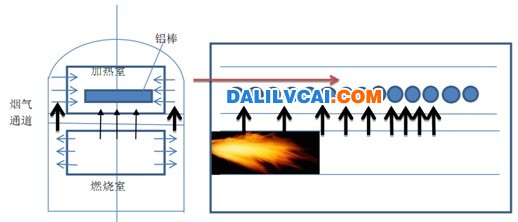
圖 2—2熔鋁爐爐溫及能量分配模型示意圖
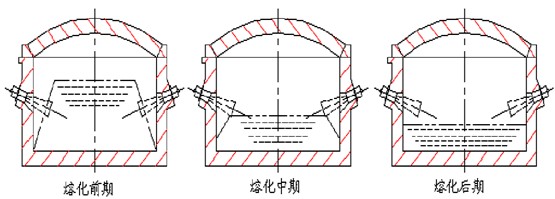
圖2—3熔煉過(guò)程中爐料變化示意圖
綜上所述,選擇有效的強(qiáng)化加熱方式和回收煙氣余熱來(lái)預(yù)熱助燃空氣是提高爐子熱效率,確保熔煉過(guò)程中最少的直接燃料消耗的有效途徑。
2.2 采用高溫空氣燃燒技術(shù)
高溫空氣燃燒改變了傳統(tǒng)燃燒方式,采用煙氣再循環(huán)方式或燃料爐內(nèi)直接噴射燃燒的方式,主要表現(xiàn)為經(jīng)過(guò)陶瓷蜂窩體的助燃空氣被預(yù)熱至1000℃以上,以適當(dāng)?shù)乃俣葒娙霠t膛,在高速氣流卷吸、攪拌作用下與爐內(nèi)燃燒產(chǎn)物混和,空氣中21%的氧被稀釋,在低氧濃度(最低5%~6.5%)流體中燃燒,在高溫空氣條件下燃燒可實(shí)現(xiàn)低空氣系數(shù)燃燒,減少鋁的氧化燒損。
蓄熱式燃燒系統(tǒng)主要包括一對(duì)裝有蓄熱體的燃燒器、一套換向裝置、一套控制系統(tǒng)以及管路系統(tǒng),其示意見(jiàn)圖2—3。
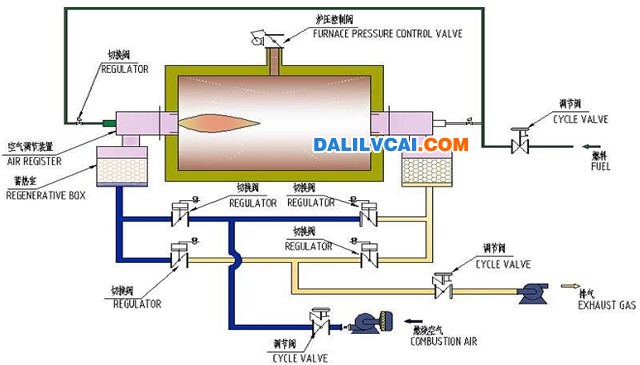
圖2—3蓄熱式燃燒系統(tǒng)圖
當(dāng)爐氣溫度為1000~1200℃時(shí),助燃空氣溫度可預(yù)熱至800~1000℃,與使用間壁式空氣換熱器的燃油熔鋁爐相比可節(jié)約燃料50%左右。
燃燒器出口混合氣體實(shí)際噴出速度在60m/s左右,火焰長(zhǎng)度約2.5~3m,火焰直徑約0.5~0.7m。爐內(nèi)成對(duì)的燃燒器換向操作,高溫區(qū)頻頻互換,保證爐內(nèi)溫度均勻,不形成低溫區(qū)。
2.3 高速燃燒器技術(shù)
對(duì)于在用的舊爐子來(lái)說(shuō),花上30萬(wàn)元新增一對(duì)蓄熱式燃燒器,對(duì)于企業(yè)來(lái)說(shuō)較難接受。
采用高速燒嘴的噴頭,燃?xì)庖?00m/s以上的高速噴向爐膛,助燃空氣以90m/s的速度參與助燃,對(duì)鋁堆產(chǎn)生強(qiáng)有力的沖擊作用,加速熔化,為了防止脫火,在燃?xì)獾膰娍诎仓昧艘恢婚L(zhǎng)明點(diǎn)火槍。見(jiàn)圖2-4。
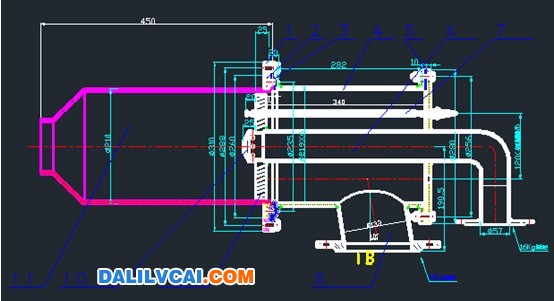
圖2-4 高速燃燒器結(jié)構(gòu)示意圖
我們?cè)谙彰绹?guó)天時(shí)高速燃燒器產(chǎn)品的基礎(chǔ)上,開(kāi)發(fā)出了性能優(yōu)異的高速燃燒器,煙氣流速可達(dá)到180m/s,負(fù)荷調(diào)節(jié)比達(dá)到1:20,過(guò)剩空氣系數(shù)可在0.65~10.8之間調(diào)節(jié)。
高速氣體燃燒器的技術(shù)特點(diǎn)如下:
a) 精確組織燃燒,燃燒效率99.9%;
b) 寬運(yùn)行工況:熱負(fù)荷調(diào)節(jié)比1∶20,空氣系數(shù)0.5~10;
c) 采用分級(jí)燃燒,有害氣體(NOx)排放符合國(guó)家環(huán)保標(biāo)準(zhǔn);
d) 具有煙氣引射回流功能,可以將廢煙氣從爐后引回重新投入爐內(nèi);
e) 全金屬結(jié)構(gòu),連續(xù)使用壽命3年。
2.4 熔鋁爐自動(dòng)控制技術(shù)
控制系統(tǒng)是改善燃燒、降低能耗、保證工藝要求、提高產(chǎn)品產(chǎn)量和產(chǎn)量的重要保證,最終的目的是要實(shí)現(xiàn)燃燒設(shè)備流量、溫度、壓力、氣氛等參數(shù)的自動(dòng)檢測(cè)及過(guò)程控制。
2.4.1 爐壓自動(dòng)調(diào)節(jié)控制
合理的火焰爐應(yīng)實(shí)現(xiàn)微正壓操作。爐壓控制圖見(jiàn)圖2—5。
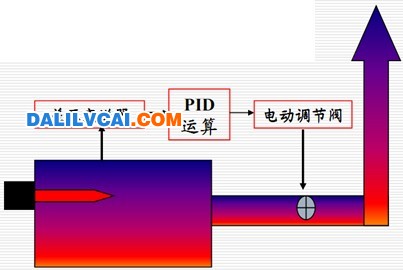
圖2—5爐壓控制方案圖
2.4.2 蓄熱式燃燒器控制方案
蓄熱式燒嘴控制方案見(jiàn)圖2—6所示。
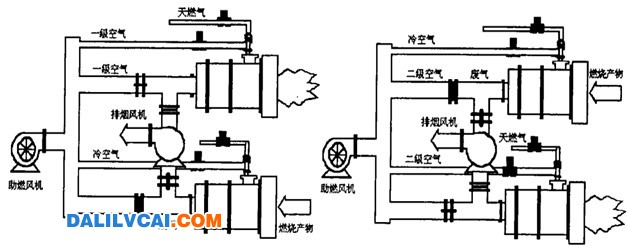
圖2—6 蓄熱式燒嘴燃燒模式控制圖
2.4.3 燃燒系統(tǒng)控制
基本流量控制框圖見(jiàn)圖2—7。
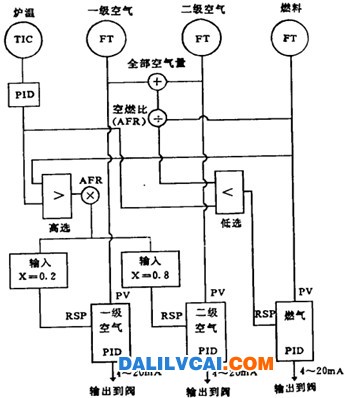
圖2—7 燃燒系統(tǒng)基本流量控制圖
在熔鋁爐燃燒控制系統(tǒng)運(yùn)用新技術(shù)后,無(wú)論從燃料消耗還是操作維護(hù)上,都會(huì)對(duì)熔鋁爐產(chǎn)生較大地改觀,有望達(dá)到世界一流的水平。
2.5 熔爐收塵及煙氣處理系統(tǒng)
除塵系統(tǒng)應(yīng)根據(jù)爐子工作狀態(tài)自動(dòng)調(diào)節(jié)系統(tǒng)抽風(fēng)量,確保爐子工況穩(wěn)定。除塵系統(tǒng)流程圖見(jiàn)圖2—8。
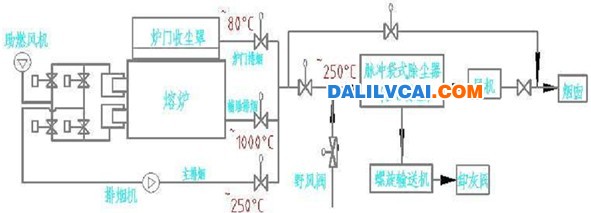
圖2—8除塵系統(tǒng)流程圖
我們對(duì)幾個(gè)鋁型材企業(yè)的熔鋁爐進(jìn)行了以上改造,節(jié)約燃?xì)庀倪_(dá)到18~27%。
3 擠壓機(jī)棒爐節(jié)能技術(shù)
擠壓機(jī)棒爐的能耗占鋁加工企業(yè)總能耗的12~20%。擠壓機(jī)棒爐大體可分為三種,單棒爐、多棒爐和短棒爐。圖片分別見(jiàn)圖3—1、圖3—2、圖3—3。
根據(jù)理論計(jì)算,將1t鋁棒加熱到450℃,只需要13m3天然氣(爐子熱效率100%),考慮到爐子熱效率和間歇加熱的生產(chǎn)工藝,加熱爐熱效率假定為60%,也最多消耗天然氣22 m3/t鋁棒,折合成產(chǎn)品能耗為26m3/t產(chǎn)品。然而,目前鋁棒加熱爐的產(chǎn)品能耗折合為天然氣為45m3/t產(chǎn)品,有的甚至高達(dá)70m3/t產(chǎn)品以上。節(jié)能空間仍然很大。

圖3-1擠壓機(jī)單棒爐圖片

圖3-2 擠壓機(jī)多棒爐圖片

圖3-3擠壓機(jī)短棒加熱爐
3.1 單棒爐節(jié)能技術(shù)
3.1.1 改造爐膛
根據(jù)理論計(jì)算,現(xiàn)爐膛容積熱強(qiáng)度大大低于工業(yè)爐的標(biāo)準(zhǔn),爐膛太大,爐內(nèi)溫度低,對(duì)燃燒不利,要求達(dá)到一定的容積熱強(qiáng)度就必須增加燃燒功率,這樣勢(shì)必會(huì)加大單位產(chǎn)品的燃?xì)庀摹N覀儾扇p小爐膛容積和增加拱頂磚的方式改造爐膛,頂蓋改造示意圖見(jiàn)圖3—4。
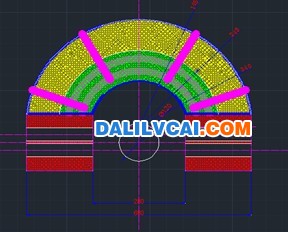
圖3—4頂蓋改造示意圖
3.1.2 更換燃燒器
將現(xiàn)有直流燃燒器全部更換為好易燃公司生產(chǎn)的專利產(chǎn)品—旋流燃燒器(二代)。增加火焰剛度,提高火焰溫度,加強(qiáng)傳熱效果。
(1)旋流燃燒器工作原理
燃燒器中裝有各種型式的旋流發(fā)生器(簡(jiǎn)稱旋流器)。燃料與空氣混合氣流通過(guò)旋流器時(shí)發(fā)生旋轉(zhuǎn),從噴口射出后形成旋轉(zhuǎn)射流。利用旋轉(zhuǎn)射流,能形成有利于著火的高溫?zé)煔饣亓鲄^(qū),并使氣流強(qiáng)烈混合。 見(jiàn)圖3—5。
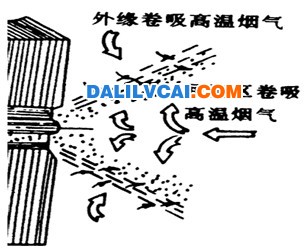
圖3—5旋流燃燒器燃燒過(guò)程示意圖
(2)好易燃旋流燃燒器結(jié)構(gòu)
旋流噴嘴(如圖3—6),跟傳統(tǒng)的長(zhǎng)棒熱剪爐噴嘴相比,具有火焰剛度大、傳熱動(dòng)力大、燃燒效率高等特點(diǎn)。
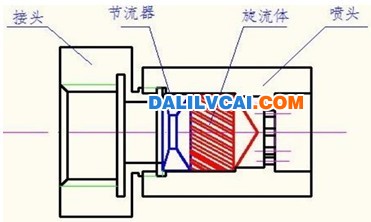
圖3—6旋流噴嘴示意圖
3.1.3 取消循環(huán)風(fēng)機(jī)
擠壓機(jī)棒爐在有循環(huán)風(fēng)機(jī)的情況下,爐膛負(fù)壓過(guò)高,吸入的冷風(fēng)量大,噴嘴嚴(yán)重脫火,大大降低了爐子的熱效率。
取消循環(huán)風(fēng)機(jī)后,爐膛可以運(yùn)行在微正壓狀態(tài),保證爐子的安全、
經(jīng)濟(jì)運(yùn)行。還可以節(jié)約電費(fèi) 45000~66000元/臺(tái).年。
根據(jù)我們的改造經(jīng)驗(yàn),Φ180mm以下的棒爐可以取消循環(huán)風(fēng)機(jī),Φ180mm以上的棒爐不適宜取消循環(huán)風(fēng)機(jī),而是采用板式換熱器充分利用煙氣余熱加熱助燃空氣,提高加熱爐整體熱效率。
3.1.4 加裝氧氣檢測(cè)儀
為了更加準(zhǔn)確的調(diào)整燃燒,精確控制空燃比,擺脫憑經(jīng)驗(yàn)調(diào)試的被動(dòng)局面,在文丘里混合器后面的管道上安裝氧氣檢測(cè)儀,氧氣檢測(cè)儀連續(xù)將氧含量的數(shù)據(jù)發(fā)送到 PLC,PLC 根據(jù)設(shè)定的空燃比數(shù)據(jù)調(diào)整燃?xì)夂涂諝庹{(diào)節(jié)閥的開(kāi)度,使氧含量始終保持在合適的比例,確保精確組織燃燒。
3.1.5 加強(qiáng)保溫
爐膛改造后,在火嘴磚和頂蓋磚的外部采用新興保溫材料加強(qiáng)保溫,是爐壁溫度降低到80℃以下,減少散熱損失。
2010年以來(lái),我們已經(jīng)對(duì) 80 多臺(tái)單棒爐進(jìn)行了節(jié)能改造,最好的節(jié)能49%,最差的也達(dá)到了12%。我們對(duì)客戶均承諾經(jīng)過(guò)我們節(jié)能改造后,燃?xì)夤?jié)能率達(dá)到 10%以上。
3.2 多棒爐節(jié)能技術(shù)
3.2.1 改造燃燒室
將多棒爐出棒側(cè)改造成燃燒室,取消原燃燒機(jī)系統(tǒng),利用高速燃燒器作為熱源設(shè)備,將高速燃燒器的高速氣流直接噴入燃燒室,減少與空氣的換熱過(guò)程。
為了避免火焰直接接觸鋁棒,導(dǎo)致熔棒事故發(fā)生,在燃燒器火焰
底部鋪設(shè)一塊耐火隔板,使火焰高速擴(kuò)散到爐膛的各個(gè)角落。改造示意圖見(jiàn)圖3—7。
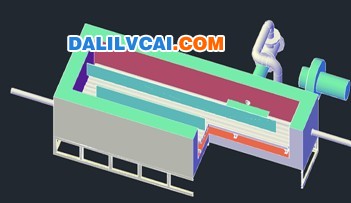
圖3—7燃燒室示意圖
3.2.2 利用高速燃燒器
與熔鋁爐近似。
3.2.3 取消熱風(fēng)循環(huán)系統(tǒng)
將燃燒室進(jìn)行改造后,將循環(huán)風(fēng)機(jī)、燃燒機(jī)、原燃燒室全部取消,為了減少改造工作量,對(duì)內(nèi)部結(jié)構(gòu)不予改變,只將原循環(huán)風(fēng)道堵死即可。 這樣不但節(jié)省了風(fēng)機(jī)與燃燒機(jī)的投資,還節(jié)約了因循環(huán)風(fēng)機(jī)帶來(lái)的電力消耗。
3.2.4 增加空燃比控制系統(tǒng)
控制系統(tǒng)見(jiàn)圖3—8。
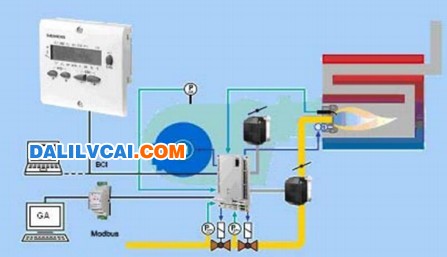
圖3—8電子空燃比控制系統(tǒng)圖
3.2.5 爐壓控制系統(tǒng)
爐膛溫度控制、排煙溫度與爐壓控制是密不可分的。首先,規(guī)定燃燒室的壓力范圍為 10~20Pa,煙囪上安裝一塊擋板,爐壓高時(shí),擋板開(kāi)度加大,反之,減小。在爐壓的正常范圍內(nèi),根據(jù)爐膛溫度尤其是排煙溫度調(diào)節(jié)擋板開(kāi)度。這就是所謂的串級(jí)控制。
3.2.6 增加板式空預(yù)器
為了保證排煙溫度保持在150℃左右,充分利用煙氣余熱,在煙囪底部加裝一臺(tái)空氣預(yù)熱器,將助燃空氣進(jìn)行預(yù)熱,提高燃燒溫度、降低過(guò)剩空氣系數(shù)、提高棒爐效率、降低燃?xì)庀摹?/p>
我們?yōu)槟充X加工企業(yè)所做的多棒爐節(jié)能改造效果顯著,原噸產(chǎn)品消耗天然氣53m3,改造后僅為31.8m3,節(jié)能率達(dá)到了40%,且提高了爐膛溫度均勻性,加熱時(shí)間大大縮短,提高了設(shè)備生產(chǎn)率。
3.3 短棒爐節(jié)能技術(shù)
短棒加熱爐是一種對(duì)流式加熱爐,見(jiàn)圖3—9所示。利用燃燒機(jī)燃燒產(chǎn)生的高溫氣體對(duì)鋁棒進(jìn)行對(duì)流加熱。
圖3—9短棒加熱爐示意圖
該鋁棒加熱爐爐膛內(nèi)設(shè)置熱電偶,控制爐膛溫度以滿足鋁棒加熱的要求,由于控制系統(tǒng)為脈沖控制即溫度超過(guò)設(shè)定溫度后,燃燒機(jī)停止工作,當(dāng)溫度低于設(shè)定溫度時(shí),燃燒機(jī)要對(duì)爐內(nèi)吹冷風(fēng)幾十秒鐘才點(diǎn)火,這樣就影響到了爐子的熱效率,增加了能耗。另外,該燃燒機(jī)對(duì)空燃比不能自動(dòng)控制,一般都是大空燃比運(yùn)行,導(dǎo)致能耗增加。
3.3.1 采用高速燃燒器替代燃燒機(jī)(見(jiàn)多棒爐)
3.3.2 增加自動(dòng)控制系統(tǒng)
(1)加熱爐溫度控制系統(tǒng)基本構(gòu)成
加熱爐溫度控制系統(tǒng)基本構(gòu)成如圖3—10所示,它由PLC主控系統(tǒng)、移相觸發(fā)模塊、整流器 SCR、加熱爐、傳感器等 5個(gè)部分組成。
短棒加熱爐是由爐膛溫度作為溫度控制指標(biāo),預(yù)先設(shè)定爐膛溫度為相應(yīng)溫度。
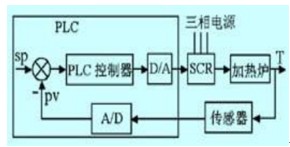
圖3—10溫度控制系統(tǒng)基本構(gòu)成
(2)空燃比控制系統(tǒng)
燃燒控制示意圖如圖3—11所示。燃料給定量的調(diào)節(jié)根據(jù)鋁棒加熱爐的溫度由計(jì)算機(jī)控制。
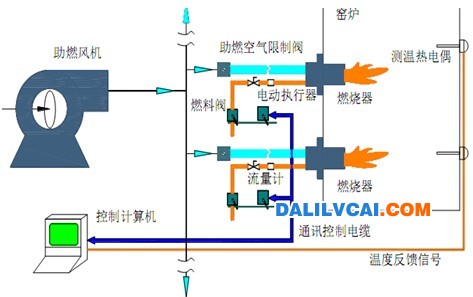
圖3—11鋁棒加熱爐燃燒控制示意圖
3.3.3 取消循環(huán)風(fēng)機(jī)
短棒加熱爐一般都配置1~4臺(tái)循環(huán)風(fēng)機(jī),試圖使?fàn)t膛溫度均勻,提高煙氣流速。
(1)取消循環(huán)風(fēng)機(jī)
更換為高速燃燒器以后,因?yàn)楦咚偃紵鲊姵鏊俣雀撸瑢?duì)爐膛內(nèi)的氣氛具有強(qiáng)烈的攪拌作用,不用風(fēng)機(jī)就能保證爐膛溫度均勻,因此,完全可以取消循環(huán)風(fēng)機(jī),以節(jié)省電耗。
(2)改造爐膛底部的燃燒室
縮小底部爐膛體積,保持煙氣流速。用特制耐火磚將爐膛縮小,沿?zé)煔饬鲃?dòng)方向按照從小到大的順序向上部開(kāi)孔,以保證對(duì)鋁棒均勻加熱。
通過(guò)對(duì)某鋁加工企業(yè)的短棒爐進(jìn)行的節(jié)能效果來(lái)看,燃?xì)夤?jié)能率達(dá)到 10~35%以上。
4 氧化污泥深加工技術(shù)
鋁型材表面處理過(guò)程中會(huì)產(chǎn)生大量的膠體狀廢液,經(jīng)沉淀處理后俗稱污泥,進(jìn)一步脫水后即為含鋁廢渣。這種廢渣數(shù)量極大,僅一條
年產(chǎn)鋁型材2400t的氧化著色流水線,每年產(chǎn)生污泥約15萬(wàn)t,廢渣2000 t,因此綜合利用意義重大。
鋁型材廢水處理工藝原理簡(jiǎn)單,操作、管理方便。目前存在的問(wèn)題是廢渣的處理,鋁材污泥經(jīng)壓濾機(jī)脫水后仍含較多的氫氧化物,隨便處置會(huì)造成二次污染。實(shí)際上鋁材廢水的沉淀物含有大量的氫氧化鋁,如果加以開(kāi)發(fā)利用,生產(chǎn)活性氧化鋁產(chǎn)品,具有廣泛的用途。
4.1 氧化污泥生產(chǎn)活性氧化鋁工藝
工藝流程見(jiàn)圖4—1。用流態(tài)化爐焙燒,將濕氫氧化鋁先送入斯德干燥機(jī),再送入流態(tài)化焙燒爐,噴入燃料焙燒成氧化鋁,經(jīng)過(guò)造粒、養(yǎng)生、活化、分級(jí)后,即為最終產(chǎn)品。
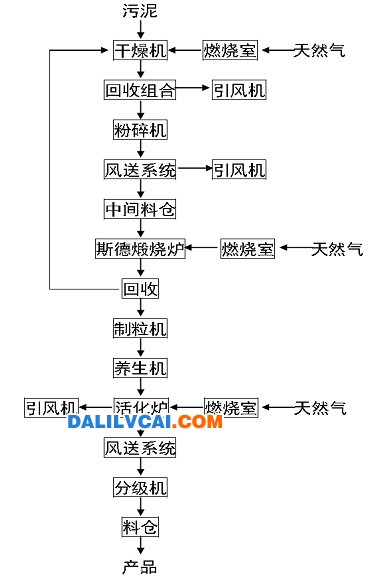
圖4—1氧化污泥生產(chǎn)活性氧化鋁工藝流程圖
4.2 主要技術(shù)經(jīng)濟(jì)指標(biāo)表(見(jiàn)下表)
|
主要技術(shù)經(jīng)濟(jì)指標(biāo) |
|||
|
序號(hào) |
指標(biāo)內(nèi)容 |
單位 |
指標(biāo)值 |
|
1 |
達(dá)產(chǎn)年年均產(chǎn)品產(chǎn)量 |
噸 |
5000 |
|
2 |
項(xiàng)目組成 |
|
|
|
2.1 |
污泥干燥系統(tǒng) |
|
|
|
2.2 |
污泥煅燒系統(tǒng) |
|
|
|
2.3 |
造粒系統(tǒng) |
|
|
|
2.4 |
養(yǎng)生系統(tǒng) |
||
|
2.5 |
活化冷卻系統(tǒng) |
|
|
|
2.6 |
篩分包裝系統(tǒng) |
||
|
2.7 |
控制系統(tǒng) |
||
|
3 |
建設(shè)內(nèi)容與規(guī)模 |
|
|
|
3.1 |
辦公生活設(shè)施 |
m2 |
1200 |
|
3.2 |
廠房及倉(cāng)儲(chǔ) |
m2 |
4000 |
|
3.3 |
活性氧化鋁生產(chǎn)裝置 |
套 |
5000t/a |
|
4 |
燃料動(dòng)力年耗量 |
|
|
|
4.1 |
燃?xì)?/p> |
m3 |
1250000 |
|
4.2 |
電 |
kWh |
2000000 |
|
4.3 |
水 |
m3 |
10000 |
|
5 |
投資和籌措 |
|
|
|
5.1 |
固定資產(chǎn)投資 |
萬(wàn)元 |
2980 |
|
5.1.1 |
流動(dòng)資金 |
萬(wàn)元 |
300 |
|
5.1.2 |
總投資額 |
萬(wàn)元 |
3280 |
|
5.2 |
資金籌措 |
|
|
|
5.2.1 |
風(fēng)險(xiǎn)投資 |
萬(wàn)元 |
1800 |
|
5.2.2 |
銀行貸款 |
萬(wàn)元 |
1100 |
|
5.2.3 |
自籌資金 |
萬(wàn)元 |
380 |
|
6 |
財(cái)務(wù)評(píng)價(jià)指標(biāo) |
|
|
|
6.1 |
年銷售收入(高端產(chǎn)品與中低端產(chǎn)品各50%) |
萬(wàn)元 |
8750 |
|
6.2 |
年總成本(電費(fèi)0.8元/kWh、燃?xì)?.5元/ m3、水3元/ m3, 維修300萬(wàn)元,利息300萬(wàn)元,管理費(fèi)用875萬(wàn)元,工資253.868萬(wàn)元。) |
萬(wàn)元 |
2704.368 |
|
6.3 |
年繳稅金 |
萬(wàn)元 |
1487.5 |
|
6.4 |
年均利潤(rùn) |
萬(wàn)元 |
4558.132 |
|
6.5 |
投資利潤(rùn)率 |
% |
138.97% |
|
6.6 |
投資利稅率 |
% |
45.35% |
|
6.7 |
全部投資內(nèi)部收益率(所得稅后) |
% |
39.7 |
|
6.8 |
財(cái)務(wù)凈現(xiàn)值(所得稅后) |
萬(wàn)元 |
138.599 |
|
6.9 |
動(dòng)態(tài)投資回收期(所得稅后) |
年 |
1.56 |
|
6.10 |
靜態(tài)投資回收期(所得稅后) |
年 |
0.96 |
5 結(jié)論
我國(guó)是鋁加工特別是鋁型材生產(chǎn)大國(guó),產(chǎn)量占世界總產(chǎn)量的50%以上。過(guò)去鋁加工企業(yè)對(duì)節(jié)能減排工作的重視程度不夠,因此,我國(guó)鋁加工企業(yè)的能耗、裝備水平以及自控技術(shù)與國(guó)外相比還有很大差距。本文介紹了鋁加工行業(yè)熔鋁爐以及棒爐的節(jié)能改造技術(shù),根據(jù)作者多年的研究和生產(chǎn)實(shí)踐,結(jié)合設(shè)備的具體狀況,提出節(jié)能改造的方案。通過(guò)對(duì)鋁加工行業(yè)熔鋁爐、棒爐的節(jié)能技術(shù)改造,對(duì)氧化污泥的深加工利用進(jìn)行研究,總結(jié)了一些實(shí)踐經(jīng)驗(yàn),也達(dá)到了一定的效果。但是,因?yàn)殇X加工企業(yè)訂單大多較飽滿,很少能有充裕的時(shí)間進(jìn)行徹底的節(jié)能改造,還有不少的節(jié)能空間。建議鋁加工企業(yè)提高節(jié)能意識(shí),充分認(rèn)識(shí)到節(jié)能減排不僅僅是國(guó)家為了完成國(guó)家公約而制定的強(qiáng)硬措施,而且對(duì)提高企業(yè)經(jīng)濟(jì)效益、提高企業(yè)管理水平、提高企業(yè)技術(shù)裝備水平同樣具有重要的意義。

